بسته بندی
بسته بندی را میتوان نوعی لباس فاخر و زیبا و کارآمد کالا نامید. این بسته بندی در بعضی موتقع هم میتواند زشت و ناکارآمد باشد. اگر شما در انتخاب بسته بندی خود نهایت سلیقه را به خرج دهید میتوانید فروش خود را چندین برابر کنید و موفقیت بسته بندی را که رابطه مستقیم با بهتر دیده شدن کالا و برندتان دارد را میسر کنید. پس نتیجه میگیریم بسته بندی خوب رابطه مستقیمی با فروش خوب شما دارد.
بسته بندی ضمن تأمین حداقل اثرات اقتصادی و زیست محیطی، نیازهای محصول را برآورده می کند. بسته بندی خوب از مواد مناسب در ساختار خود استفاده می کند. هرگونه خلل یا غفلت عمدی و سهوی در تدوین اهداف بسته بندی، موجب خلق اقتصادی کاذب و افزایش خطاهای سیستمی می گردد. بسته بندی به افزایش شناخت برند کمک می کند. به محض اینکه مشتری بسته را مشاهده کرد، می تواند بلافاصله آن را با شرکت یا برند ارتباط دهد. خلاقیت در بسته بندی به افزایش سود و منافع راهبردی شرکت کمک می کند و شرکت ها با هدف جلب توجه مشتری، برآنند تا طراحی منحصر به فردی را به بسته محصولات خود ارائه داده و به اهداف بسته بندی نائل آیند.
طراحی مناسب برای بسته بندی، بدون در نظر داشتن وظایف و عملکردهای آن غیر ممکن است. برای طراحی موثر و کارآمد نتنها تمام عناصر باید مرتبط باشد؛ بلکه در نهایت باید بستهای تولید کرد که زیبا و در خور توجه بوده و به عنوان یک تجربه منحصر به فرد فراموش نشدنی و لذت بخش باشد. در طراحی و ایجاد یک بسته مناسب و چشمگیر، باید از دو دیدگاه به ان نگریست؛ یکی از جنبه هنری و خلاق و دیگری در نظر داشتن نکات فنی و نیازهای بازار، اهمیت هر کدام از این دیدگاه ها در گرو درک واقعی سهم دیگری است.

بسته بندی چیست ؟
بسته بندی ضمن تأمین حداقل اثرات اقتصادی و زیست محیطی، نیازهای محصول را برآورده می کند. بسته بندی خوب از مواد مناسب در ساختار خود استفاده می کند. هرگونه خلل یا غفلت عمدی و سهوی در تدوین اهداف بسته بندی، موجب خلق اقتصادی کاذب و افزایش خطاهای سیستمی می گردد. بسته بندی به افزایش شناخت برند کمک می کند. به محض اینکه مشتری بسته را مشاهده کرد، می تواند بلافاصله آن را با شرکت یا برند ارتباط دهد. خلاقیت در بسته بندی به افزایش سود و منافع راهبردی شرکت کمک می کند و شرکت ها با هدف جلب توجه مشتری، برآنند تا طراحی منحصر به فردی را به بسته محصولات خود ارائه داده و به اهداف بسته بندی نائل آیند.
بسته بندی مجموعهای از تخصصهای تمام عیار است و موفقیت در آن مستلزم کسب دانش فنی و به روزرسانی امکانات، اطلاعات و مهارت های حرفه ای است. برای تولید یک بستهی مناسب و کارآمد، در یک برنامه ریزی همه جانبه، باید عوامل مختلفی را در نظر داشت. برای هر بسته گیرایی و مورد توجه قرارگرفتن، همراه با کاربردی بودن و گزینه های اقتصادی، حائز اهمیت است. به کار گیری مناسب عوامل و تکنیک های مختلف طراحی و ساخت بسته بندی، فقط با آگاهی و دسترسی به فن آوری های نوین و روزآمد امکان پذیر است.
اطلاعاتی ساده درباره ماده ای خاص ، یا تکنیکی جدید در چاپ و روش تولید بسته بندیها، میتواند بسته ای جدید و متحول، خلق کند یا موجب صرفه جویی قابل توجهی در هزینه های تمام شده و در نتیجه پایین آمدن قیمت کالا شود. رقابت سالم در بازار متراکم امروزی باید بر اساس به کارگیری فنآوری پیشرفته و روش های نوین با قدرت محرکه فکر خلاق و ابتکارات تازه باشد.
بسته بندی کالا عملکردها، وظایف و فواید بی شماری دارد؛ رفاه و آسایش امروزی به فوایدی که از طریق این عملکرد به دست آمده، وابسته استو اغلب جزئیات زندگی ما با پدیده ای به نام بسته بندی پیوندی عمیق خورده که گسست ناپذیر است.
به طور کلی عملکردهای بسته بندی را می توان به دو دسته کاربردی و ترغیبی تقسیم کرد. از جمله عملکردهای کاربردی می توان به حفاظت از محتوی و همچنین تسهیل و کمک در استفاده از کالا و حم، نگهداری و توزیع آن اشاره کرد؛ در میان جنبههای ترغیبی، ایجاد انگیزه خرید و معرفی صحیح کالا را میتوان نام برد. بسته بندی هویت کالا را مشخص میکند و بهترین تبلیغ برای محصولات است. بسته ها در مجموع قیمت ها را کاهش داده و به حفظ محیط زیست کمک میکنند.
طراحی بسته بندی فرآیندی چندجانبه و پیچیده است که اهداف پدیدآوردنگان کالا، نیازهای مصرف کنندگان، عملکردها و فواید و وظایف بسته بندی از طریق آن به اجرا می رسد.
بسته بندی نوع نگرش و ایده ی طراح گرافیک و سازندهی کالا را در قفسه فروشگاه بده خریدار می نمایاند. بستهها نماینده و پیام رسان بدیدآورندگان محصولات هستند. طراح بسته بندی باید بداند در ورای طرح یا تصویر بسته ای که او نقش می زند، شخصیت کالا و تولید کننده، و پیام و اهمیت آنها نهفته است.
انواع بسته بندی بر حسب کارکرد
- بسته بندی زعفران
- بسته بندی مواد غذایی
- بسته بندی عسل
- بسته بندي چاي
- بسته بندی اسباب بازی
- بسته بندی لوازم التحریر
- بسته بندی گردو
- بسته بندی برنج
- بسته بندی آرایشی و بهداشتی
- بسته بندی خشکبار
- بسته بندی شکلات
- بسته بندی میوه
- بسته بندی پسته
- بسته بندی حبوبات
- بسته بندی سیگار و دخانیات
- بسته بندی خرما
- بسته بندی صنایع دستی
- بسته بندی شیرینی
- بسته بندی ادویه جات
- بسته بندی دارویی
- بسته بندی ماکارانی
- بسته بندی بیسکوییت
- بسته بندی لوازم یدکی خودرو
- بسته بندی ماسک
- بسته بندی صادراتی
- بسته بندی مقوایی
انواع بسته بندی از لحاظ انعطاف پذیری
تعاریف بسته بندی
اهداف بسته بندی به کلیه فعالیت های مربوط به طراحی، ارزیابی و تولید بسته برای محصولات اشاره دارد.
- برخی محصولات ممکن است دارای سه لایه بسته بندی باشند؛ محصولی مانند خمیردندان را در نظر بگیرید: داخل لوله پلاستیکی (بسته اصلی) ، محصول داخل یک جعبه مقوایی (بسته بندی ثانویه) بسته بندی شده، جعبه مخصوص حمل و نقل (یا بسته سوم) و… . در حقیقت امروزه بسته بندی فقط به محافظت از یک محصول محدود نمی شود، بلکه از آن به عنوان ابزاری برای بازاریابی، کسب سهم بیشتر بازار و رونق فروش استفاده می شود.
- تکیه بر اهداف بسته بندی، اجرای خدمات مبتنی بر سلف سرویس (خریدهای انجام شده در سوپر مارکت ها و خرده فروشی ها، مشتریان بدون نیاز به کمک خرده فروشان، محصولات را به تنهایی انتخاب می کنند.) را امکان پذیر می کند. بنابراین، شرکت ها باید بسته محصولات خود را به گونه ای طراحی کند که بتواند توجه مشتری را به سمت اهداف بسته بندی جلب کند. مشتریان هم مایل هستند تا برای راحتی، ظاهر، قابلیت اطمینان، حفظ بهداشت و… هزینه بیشتری بپردازند.

مهمترین خصوصیات یک بسته بندی مناسب
نحوه طراحی بسته بندی شما دقیقاً به اندازه اهداف بسته بندی محصول مهم است، مشتری را به خود جلب می کند، باعث می شود برند شما در ذهن ها حک شود و اطلاعات مورد نیاز را برای خریداران ارائه دهد.
1. نیازهای خرده فروشان
به طور خاص، تیم های طراحی باید به موارد زیر اشراف داشته باشند:
- ابعاد قفسه
- نرخ فروش
- نوع سیستم انبار خودکار
- مسافت طی شده
- نوع پالت، وزن، قد، ماده و …
2. راحتی
بسته بندی باید به طوری باشد که انتقال محصول به راحتی از یک مکان به مکانی دیگر میسر شود و توسط واسطه ها یا مصرف کنندگان به راحتی قابل حمل باشد. اندازه و شکل بسته نیز باید برای خرده فروشان مناسب باشد تا در فروشگاه یا در خانه قابل نگهداری باشد.
3. خلاقیت
استفاده از بسته بندی با کیفیت بالا و مبتکرانه به مشتریان فهیم می گوید که مقدار زیادی از زمان، فکر و تلاش برای ایجاد و تحقق اهداف بسته بندی و بازاریابی است. با بسته بندی عالی می توانید جهت نیل اهداف بسته بندی، محصول را با قیمتی اندک بالاتر از قیمت محصولات خود متمایز کنید.
4. تحقق اهداف بسته بندی با برندینگ
از محصولات مراقبت از پوست و شامپوهایی که نوید درخشش را برای موهای می دهند؛ گرفته تا کیت های غذایی، مصرف کنندگان با تفاسیر بصری راحت تر ترغیب می شوند. تصاویر، طرح ها یا شکل ها و… پیشنهاد های قدرتمندی را ارائه می دهند.
5. دستور العمل لازم برای طراحی اهداف بسته بندی موفق
- دسته یا نوع محصول
- نام تجاری
- Variant : برای محصولاتی که بیش از یک گزینه ارائه می دهند.
- سود (های) عملکردی : آنچه محصول انجام می دهد.
- وعده یا فواید : چگونه عملکردی یک نیاز بالاتر را برآورده می کند؟
- اقدام به تماس : چرا مصرف کننده باید اکنون آن را خریداری کند؟
- اندازه، وزن، جزئیات محتوا و غیره : اطلاعاتیکه مصرف کننده باید بداند.
بیشتر بخوانید : جعبه کفش آماده خام از کجا بخرم؟
اهمیت بسته بندی
در دنیای آشپزی جمله ای معروف مردم با چشمان خود غذا می خورند وجود دارد. غذای زیبا باعث می شود که مردم نه تنها خواستار آن باشند؛ بلکه معتقدند که این غذا طعم بهتری دارد. این مطلب در بازاریابی نیز نشان می دهد که طراحی اهداف بسته بندی محصول بسیار مهم است. یک ارائه به یاد ماندنی بر ادراک تأثیر می گذارد و باعث می شود مشتریان مجددا به شما بازگردند. بنابر این یکی از مهم ترین اهداف بسته بندی، جلوگیری از صدمه محصول در هنگام انتقال از تولیدکننده به فروشگاه و سپس از فروشگاه به منزل است.

انواع بستهبندی بر اساس اهداف بسته بندی کالا
برای آشنایی با انواع بسته بندی کالا، باید اهداف بسته بندی را به دقت تبیین کنیم. به این سناریو توجه کنید: آیا زمانی که اولین آیفون خود را از جعبه برداشتید، به خاطر می آورید؟ برداشتن مهر و موم پلاستیکی و جعبه سفید براق، چه احساسی را به شما منتقل کرد؟ شما برای اولین بار با لمس جعبه، اهمیت، کیفیت و اهمیت این دستگاه را حس کردید. این امر تصادفی نیست! آیا می توانید به اهداف بسته بندی شرکتی مثل اپل، پی ببرید؟
بسته بندی نقش بزرگی در درک یک محصول دارد؛ به طور کلی، در طی سالهای اخیر صنعت بسته بندی در مقایسه با سایر نوآوری های فناوری های قابل حمل، تغییر زیادی نداشته است. بیایید نگاهی؛ به برخی از انواع و اهداف بسته بندی برای بهبود محصول و تجربه مثبت مشتری، داشته باشیم!
1. جعبه مقوایی
مقوا یک ماده کاغذی سبک و در عین حال قوی است. برای ایجاد اشکال و ساختارهای سفارشی می توان به راحتی آن را برش و دستکاری کرد. همین خصوصیات باعث می شود که کاغذ در اکثر بسته بندی های شخصی مورد استفاده قرار گیرد. این ماده با تبدیل مواد فیبری بازیافت شده از چوب یا کاغذهای زباله، ساخته شده و سپس آن را سفید می کنند. بسته بندی مقوا در رده های مختلفی قرار می گیرد که هر کدام برای نیازهای مختلف مناسب هستند.
مقوای SBS می تواند برای بسته بندی مواد آرایشی، داروها، شیر و آب، مواد آرایشی، مواد غذایی منجمد و … استفاده شود. انتخاب بسته های مقوایی کرافت، یا کرافت بدون می تواند برای اهداف بسته بندی، راهبرد مناسب باشد. در نهایت، کرافت به دلیل مقاومت کمتر در برابر رطوبت برای محصولات وابسته به مواد غذایی یا بسته بندی کالاهای یخ زده مناسب نیست.
2. جعبه های راه راه یا کارتن
جعبه های راه راه نیز بسته به دوام و قدرت جعبه در انواع مختلفی قرار می گیرند. با این حال، شناسایی کاغذ های موجدار، آسان است. از طریق محیط راه راه اهداف بسته بندی (یا به عنوان fluting – فلوت- شناخته می شود) محقق می شود. به علاوه فلوت از 3 لایه کاغذ، یک لایه بیرونی، یک آستر داخل و یک محیط موج دار تشکیل شده است.
مواد اولیه اصلی که برای ساخت کاغذ های راه راه و اهداف بسته بندی استفاده می شود، بازیافت های کاغذی است که توسط ماشینهای بزرگ و با دقت بالا ساخته شده است. این نوع کاغذها می توانند دوباره و به عنوان منبع فیبر پالپ مورد استفاده مجدد و بازیافت قرار گیرند. کاغذ های راه راه از جنس های مختلف، یک طرفه، دو طرفه (یک جداره) ، دیوار دوقلو و دیوار سه تایی هستند و از آنها می توان برای ساخت بسته بندی با عملکرد و قدرت مختلف استفاده کرد. این کاغذ های ضخیم برش داده و در اندازه ها و شکل های مختلف تا می شوند. کاربردهای دیگر بسته بندی های راه راه، بسته بندی مواد خرده فروشی، جعبه های تحویل پیتزا، بسته های کالاهای مصرفی کوچک و … است.
3. جعبه های پلاستیکی
پلاستیک در طیف گسترده ای از محصولات از سفینه های فضایی گرفته تا کلیپ های کاغذی استفاده می شود. تعدادی از مواد سنتی از قبیل چوب، چرم، شیشه، سرامیک و … جایگزین پلاستیک برای رسیدن به اهداف بسته بندی شده اند. بسته بندی جعبه پلاستیکی دارای مزایای بسیاری مثلا از ماندگاری بالاتری نسبت به جعبه های مقوایی برخوردار است. ظروف بسته بندی پلاستیکی محکم می تواند به حفظ کیفیت مواد غذایی و از بین بردن هرگونه آلودگی کمک کند. بسته بندی پلاستیکی نیز به راحتی شکسته نمی شود و در شرایط سخت می تواند با مواد غذایی ذخیره شود.
4. جعبه های سفت و سخت
یک جعبه سفت و سخت از مقوا بسیار متراکم ساخته شده است که 4 برابر از مقوای معمولی ضخیم تر بوده و در ساخت کارتن تاشو استاندارد کاربرد دارد. جعبه های سفت و سخت موبایل، آیفون و iPad های اپل و… 2 قطعه ای هستند. جعبه های سفت و سخت در مقایسه با مقوا و جعبه های راه راه، در رده گران ترین انواع جعبه قرار دارند. این جعبه ها نیازی به قالب های گران قیمت و سنگین ندارند و اغلب دست ساز هستند. ماهیت غیرقابل جمع بودن آنها در هنگام حمل و نقل، اشغال حجم بیشتر و هزینه حمل و نقل از معایب دسترسی به اهداف بسته بندی با این نوع جعبه هاست. این جعبه ها معمولاً در کسب وکار های لوازم آرایشی، جواهرات، فناوری و لباس های لوکس با کیفیت بالا مورد استفاده قرار می گیرند.
5. بسته بندی نئوپان
بسته بندی نئوپان در صنایع الکترونیکی، پزشکی، مواد غذایی، آرایشی و نوشیدنی استفاده می شود. تخته نئوپان به راحتی قابل برش، تاشو و شکل گیری و گزینه بسته بندی مقرون به صرفه ای برای محصولات شما است. بسته بندی نئوپان در دانسیته های مختلفی قرار گرفته و میزان چگالی مواد را تعیین می کند. اگر کسب و کارتان با کالاهای سنگین سرو کار دارد، نمی توانید از بسته بندی نئوپان استفاده کنید. صفحه نئوپان یک ماده سبک است که برای بسیاری از اقلام فروشی از قبیل غلات، کراکر، جعبه های بافت و … ساخته شده است.
6. کیسه های پلی اتیلن
یک کیسه پلی اتیلن که به عنوان کیسه پلاستیکی نیز شناخته می شود؛ از پارچه های پلاستیکی انعطاف پذیر، نازک و پلاستیکی ساخته شده است. کیسه پلی اتیلن یکی از انواع متداول برای بسته بندی و رسیدن به اهداف بسته بندی است و می تواند طیف گسترده ای از کالاها شامل کالاهای غذایی، گل، زباله، مواد شیمیایی، مجلات و … را شامل شود. کیف های پلیمری با دوام، سبک، قابل استفاده مجدد و انعطاف پذیر هستند. از آنجا که ساخت کیسه های پلیمری از نظر ساختاری ساده است، می توان آن را به طور کامل طراحی و تنظیم کرد.
7. کیسه های فویلی
کیسه های بسته بندی فویل را می توان در بسته های قهوه و چای مشاهده کرد. از اهداف بسته بندی با کمک کیسه های فویل این است که این بسته بندی محصولات را برای حفظ طعم متراکم نگه می دارد، از باکتری های موجود محافظت می کند و به افزایش ماندگاری محصول کمک می کند. جدا از غذا، از کیسه های بسته بندی فویل نیز برای بسته بندی محصولات تختخواب و پوشاک استفاده می شود. فرایند خارج کردن اکسیژن از کیسه برای نگه داشتن پارچه محکم و ایمن به منظور جلوگیری از رشد قارچ ها و سایر باکتری ها بسته بندی فویلی نامیده می شود.

8. بسته بندی کالا
بسته بندی کالا (packaging) در کنار تبلیغات امروزه بیش از پیش اهمیت پیدا کرده و نقش بسیار مهمی در شناساندن محصول دارد. در حقیقت بسته بندی کالا تلفیق علم و هنر و فناوری می باشد و محافظت از محصول به هنگام توزیع و فروش را بر عهده دارد. تجارت در هر جایی که باشد با تبلیغات و انواع بسته بندی و ابزارهای تبلیغاتی سروکار دارند و جزء جداییناپذیر از یک تجارت هستند. در طراحی بسته بندی کالا استفاده از رنگ مناسب و نحوه قرار گرفتن رنگها در کنار یکدیگر و استفاده از نوشته بسیار اهمیت دارد. در واقع طراحی مناسب برای بسته بندی کالا به طراحی گفته خواهد شد که علاوه بر در نظر گرفتن حجمی که داخل بسته قرار می گیرد بازار هدف را نیز در نظر گرفته و جذب مشتری نیز در نظر گرفته باشد. در ادامه سعی کرده ایم انواع بسته بندی و سفارش بسته بندی کالا را به طور مختصر شرح داده ایم.
بسته بندی کالا با کارتن
این شیوه بسته بندی کالا یکی از شیوه های مرسوم در بسته بندی مواد غذایی، وسایل الکترونیکی، اسباب بازی و بسیاری از کالاهای دیگر می باشد. در این نوع از بسته بندی کالاس شرکت ها می کوشند کاغذ، محافظ، ورق و دیگر ملزومات دیگر برای محافظت از محصول ارائه کنند. نوع و وزن محصول در طراحی این انواع بسته بندی کالا بسیار مهم می باشد.
بسته بندی کالا بصورت پلاستیکی
این نوع از بسته بندی کالا برای کاهایی نظیر کارتن ها و لباس، شکستنی ها و غیره استفاده می شود. جنس این نوع از بسته بندی بیشتر از نوع پلی اتیلن، پلی پروپلین، پلی کلرید و غیره می باشد. برخی از این پلاستیک ها ممکن است از نوع چسبنده، غیر قابل انقباض، کشسان و دارای روزنه باشد.
بسته بندی کالا با منسوجات
یکی از انواع بسته بندی کالا می باشد که برای حمل قطعات خودرو و حتی اسلحه از این روش استفاده می شود. نوعی از منسوجات نیز هستند که کارتن ها را هم پوشش می دهند.
نوار چسب ها نیز برای محکم کردن انواع بسته بندی کالا بکار می روند که از جنس پلی اتیلن ساخته میشوند. در هر یکی از انواع بسته بندی که ذکر شد باید به نوع کالا توجه داشت چرا که نوع بسته بندی کالا در به سلامت انتقال دادن محصول اهمیت بسزایی دارد.
در اغلب موارد سفارش جهت بسته بندی کالا از نوع مقوا می باشد. چرا که این نوع بسته بندی کالا براحتی تغییر شکل داده می شود و به اندازه مناسب برای هر کالا تبدیل می شود. در ضمن مقوا مانند فلز زنگ نمیزند و مانند شیشه شکستنی نمی باشد و سازگار با محیط زیست است و براحتی به چرخه بازیافت بر میگردد.
برای سفارش بسته بندی کالا باید به نکات زیر توجه داشته باشید :
1- جعبه اندازه مناسبی داشته باشد.
2- به آسانی بتوان استفاده کرد.
3- خاص و منحصر بفرد باشد.
4- معرف برند باشد.
5- جنس مرغوبی داشته باشد.
6- طرح مناسبی داشته باشد.

انواع بسته بندی از لحاظ کاربرد
بسته بندی شاید در آغاز ظهورش برای حمل ونقل ساده تر و یا بحث حفاظت از محصول و کالا به کار می رفت اما رفته رفته موارد استفاده دیگر هم پیدا کرد.
بسته بندی دارای چاپ شد و مشخصات زیادی را برای معرفی کالا در خود جای داد، شکل خاصی پیدا کرد و بسیاری با خوش فکری اشکال خاصی برای بسته بندی کالاهایشان به کار بردند و آن را به یک شکل ثابت و برند خود تبدیل نمودند بسته بندی امروز در کنار کارکردهای اساسی اش بسیاری از اطلاعات، زیبایی شناسی های دلالت گر و سایر موارد اینچنینی را بالقوه در خود دارد.
بسته بندی از لحاظ کاربرد به سه دسته کلی تقسیم می شود.بسته بندی اولیه که جنس اصلی را در خود جای داده و به ظرف کالا معروف است، بسته بندی ثانویه که می تواند به عنوان محافظ بسته بندی اول و پوشش آن استفاده شود ولی عموما تعدادی از یک کالا را در بر می گیرد (یک جین از محصولی خاص). در بحث حمل ونقل و برای دوری از آسیب احتمالی و همینطور شمارش و حساب راحت تر از بسته بندی هایی استفاده می شود که به بسته بندی حمل ونقل معروفند.هر بسته بندی بنا بر جنسی که در بر گرفته و اولیه یا ثانویه بودنش باید شرایط خاصی داشته باشد.
برخی از عواملی که باعث ماندگاری و موفقیت فرم یک بسته بندی می شود به شرح زیر است :
- مناسب از لحاظ ارگونومی
- راحتی استفاده
- ایمنی و مراقبت
- بهداشت و سلامت
- عوامل محیطی
- قیمت تمام شده طرح
در اینجا جهار مورد از متداول ترین انواع بسته بندی که دارای اهداف بسته بندی متفاوتی هم هستند؛ ذکر شده که می تواند طیف گسترده ای از نیازهای شرکت را برآورده کند :
1. جعبه ها و پالت ها
تقریباً تمام شرکتهای بسته بندی از تورنتو تا تنسی هنگام تهیه محصولات مشتری برای حمل، از جعبه و پالت استفاده می کنند.
2. بسته بندی کوچک
بسته بندی کوچک به عنوان بسته بندی اولیه یا حتی ثانویه استفاده می شود. بسته بندی کوچکتر باعث می شود بسته ها در کنار هم قرار نگیرند. از بسته بندی کوچک در برابر سایش و همچنین مقاومت در برابر ضربه استفاده می کنند. هنگامی که از بسته بندی کوچک به عنوان بسته بندی محصول استفاده می شود، علاوه بر محافظت باعث جذابیت بصری نیز می شود.
3. بسته بندی وکیوم
بسته بندی وکیومی برای کالاهایی که نیاز به آب بندی دارند؛ گزینه بسیار خوبی است و همین امر آن را به گزینه ای مناسب برای غذاهای قابل فساد تبدیل می کند. طراحی جمع و جور باعث می شود تا آنها برای کالاهای کم آب یا مواد غذایی مسافرتی و کوهنوردی بکار روند. مواد غذایی که در بسته بندی وکیوم قرار می گیرند، در فریزر نیز طولانی تر از سایر مواد غذایی بسته بندی شده، تازه خواهند ماند. اگر شرکت شما هر نوع مواد غذایی قابل فساد را ارسال می کند، بسته بندی وکیوم به طور مؤثر نیازهای شما را برآورده می کند. همچنین بسته بندی های خلاء، برای مواد پزشکی یا هر چیزی که نیاز به آب بندی داشته باشد، استفاده می شود.
4. بسته بندی نگهدارنده
بسته بندی های نگهدارنده، شامل بسته بندی کوچک و بسته بندی مبتنی بر خلاء مانند کنسرو شیشه ای، قوطی های آلومینیومی و انواع دیگر بسته های محافظ مانند کارتن تخم مرغ و ظروف شیر هستند. این مواد بسته بندی یک هدف دارند: محصول را ایمن، محافظت شده و تازه نگه می دارند. نوع دیگری از مواد بسته بندی نگهدارنده که لزوماً ارتباط زیادی با مواد غذایی ندارد؛ بسته بندی حبابی است. بسته بندی حبابی کم وزن و کم هزینه برای محصولات شما و ضربه گیر خوبی در طول فرایند حمل و نقل است.

اهداف بسته بندی
اهداف بسته بندی از یک استراتژی بازاریابی یکپارچه، به منظور جلب توجه خریدار و مصرف کننده تبعیت می کند. بسیاری از مصرف کنندگان قبل از هر گونه خریدی، کالای مورد نظر را با بسته بندی آن قضاوت می کنند. یکی از اهداف بسته بندی، هویت دهی به محصول است. به عنوان مثال بطری Coca Cola را در نظر بگیرید، برند کوکا فوراً قابل تشخیص است و این محصول را به سمت شهرت جهانی سوق می دهد. در بسیاری از موارد، تمرکز بر اهداف بسته بندی آنقدر مهم است که هزینه ای بیش از خود محصول دارد تا جایی که برخی از صاحبنظران بازاریابی اعتقاد دارند که بسته بندی باید در بین اهداف چهار P بازاریابی قرار گیرد.
تمرکز بر اهداف بسته بندی
نه تنها باید ارتفاع و عرض بسته برای محصول و مخاطب مناسب باشد، بلکه وزن بسته نیز در مقایسه با محصول نیز باید مورد ارزیابی قرار گیرد.
طراحان باید هنگام طراحی اهداف بسته بندی، به خصوص در مورد وسایل سنگین، به فکر پیشرفت باشند. معمولاً کیسه هایی بسیار سنگین و با دستگیره ها بسیار باریک، موجب بروز علائم قرمزی روی دست ها، بعد از حمل طولانی مدت می شوند. همچنین اهداف بسته بندی باید از قوانین راحت، پایدار، ساختاری و ساده ای پیروی کند. این اصل را می توان با طراحی اهداف بسته بندی بر اساس دست افراد و سایر قسمت های بدن، کاملاً متناسب با انسان به دست آورد.


مزایا و معایب بسته بندی
1. بهداشت
بسته بندی، احتمال قرار گرفتن محصول در معرض آلاینده های هوا و باکتری ها را کاهش می دهد. با این وجود نگرانی هایی در مورد استفاده از مواد بازیافت شده برای بسته بندی مواد غذایی وجود دارد. سازمان غذا و داروی ایالات متحده برای اطمینان از بهداشت و ایمنی در بین تولید کنندگان با استفاده از مواد بازیافتی دارای مقررات سختی است. اهداف بسته بندی در راستای کمک به ذخیره سازی مواد غذایی در خانه است و با این روش لازم نیست تا مواد غذایی را در معرض دید بگذارید.
2. ماندگاری
بسته بندی های مختلف به ماندگاری طولانی تر غذاها و نوشیدنی های مختلف کمک می کند. به عنوان مثال، پلاستیک به شما امکان می دهد هوا را در هنگام بسته بندی تغییر دهید، به جلوگیری از تغییر رنگ کمک می کند و عمر مفید محصول را طولانی تر می کند. ظروف شیشه ای و فلزی نیز از این روش برای طولانی تر نگه داشتن مواد غذایی استفاده می کنند. علاوه بر این، استفاده از پلاستیک و شیشه شفاف به شما کمک می کند تا قبل از خرید هرگونه تغییر رنگ مواد غذایی را تشخیص دهید. از طرفی اختلال در اهداف بسته بندی، مواد غذایی را در معرض هوا قرار می دهد که می تواند باعث خشک شدن مواد غذایی یا فساد شود.
3. محیط زیست
دفع بسته بندی زباله هایی را وارد اکوسیستم می کند که این اثرات منفی را بر محیط زیست خواهد گذاشت. چلسی روچمن از دانشگاه کالیفرنیا توضیح می دهد که اکثر زباله ها خطرناک هستند. به عنوان مثال پلاستیک ها پر از سموم سرطان زا هستند و بر روی دستگاه تولید مثل تأثیر منفی می گذارند. علاوه بر این، بیشتر بسته بندی ها قابل تجزیه نبوده و بر انسان، حیوان و حتی دریا تأثیر می گذارند.
4. هزینه
بسته بندی مواد غذایی، موجب افزایش هزینه مواد غذایی می شود. برخی اوقات بسته بندی ها ممکن است 10 تا 50 درصد از قیمت کالاهای غذایی را به خود اختصاص دهند. ذخیره و حمل مواد غذایی در بسته بندی های کوچکتر از هزینه های تولید قطعات بزرگ تر بیشتر است.

نقش بسته بندی در زندگی روزمره ما چقدر است ؟
بسته بندی بخش اساسی زندگی مدرن است که به افراد امکان می دهد تا غذاهای تازه، بدون آلودگی و نوشیدنی ها را در هر کجا که بخواهند به مقدار مورد نیاز مصرف کنند. زندگی مدرن، میل به غذاها را در قالبهای آماده و یکبار مصرف ایجاد کرده است. اهداف بسته بندی سبب می شود تا محتویات حفظ شود و منجر به ظهور محصولاتی مانند نوشابه های گازدار، شیر طولانی مدت، غذاهای آماده و مواد شیمیایی خانگی شده است.

جاذبه تبلیغاتی بسته بندی
1. زود شروع کنید
در ابتدا چندین طرح بکشید تا ایده بصری از چگونگی ظاهر محصول شما بیابید؛ طرح را با آنچه رقبا در اهداف بسته بندی خود انجام داده اند، مقایسه کنید و مدل ها را بر اساس تحقیقات بازار و اهداف بسته بندی توسعه دهید.
2. آن را ساده نگه دارید.
تلاش برای اغراق در مورد یک محصول از طریق بسته بندی، می تواند تأثیر منفی بر فروش بگذارد. از دیگر اهداف بسته بندی در این زمینه، شامل آسان نمودن حمل ونقل، هشدارهای قابل استفاده و همچنین محافظت از محصول است. از طرفی دیگر، نیل به اهداف بسته بندیهای سفارشی می تواند گران باشد و اگر به هدف مطلوب نرسیدید، پول را برای بازاریابی هدر داده اید.
3. نحوه فروش را مشخص کنید.
فروش آنلاین محصولات، متفاوت از بازاریابی آنها در قفسه فروشگاه است. در این روش مصرف کنندگان قادر به لمس و احساس محصول قبل از خرید نخواهند بود.
4. به تایپوگرافی فکر کنید.
محصول چه بصورت آنلاین و چه در یک فروشگاه فروخته شود؛ متن روی بسته بندی باید خوانا باشد. رنگ باید مطابق با طرح کلی بسته باشد به علاوه قرار دادن متن مهم و موجب مزیت رقابتی می شود.

قیمت بسته بندی چگونه تعیین می شود؟
هزینه بسته بندی چقدر است؟ اکثر متخصصان بسته بندی از ارائه پاسخ سریع دریغ می ورزند. دلیل آن این است که هزینه بسته بندی و اهداف بسته بندی از یک نوع بسته بندی به نوع دیگر متفاوت است. کار، مواد، ابزارآلات، کارمزد، طراحی، نمونه های اولیه، آزمایش، حمل و نقل، ذخیره سازی و البته حجم، همه جنبه های تولید بسته بندی است که به واحد واحد بسته بندی اضافه می کند. به فرمول زیر توجه کنید:
طرح + اندازه + مواد + مقدار = هزینه

مهمترین نکات در مورد بسته بندی
- محتوای محصول پادشاه است: از ترکیب کیفیت محصول و اهداف بسته بندی مناسب استفاده کنید.
- بازی با طرح های مختلف: شما باید طراحی های مختلفی انجام داده و سپس آنها را بر روی محصول تست کنید.
- صداقت بهترین راهبرد است: اهداف بسته بندی قرار است محصول شما را به بهترین وجه ممکن ارائه دهد. با این حال، نمایش دادن محصول به روشی که کاملاً متفاوت از آنچه در واقع است؛ هرگز ایده خوبی نیست!
- همیشه عملی باشید: سعی کنید راه هایی برای بهبود عملکرد و اهداف بسته بندی شناسایی کنید.
- مشتریان خود را بشناسید: شناخت مخاطب هدف، ایده ای راجع به نوع اهداف بسته بندی محصول ارائه می دهد.
پوشهها در بسته بندی چه کاربردی دارند ؟
- پوشه یک تکه (OF): قسمت پایینی آن غیرشکستنی است که در آن بقیه مقوا گسترش می یابد و باعث ایجاد طرفین و همچنین فلپ ها می شود.
- بسته بندی کتاب: این شبیه OPF است، اما فلپ های جانبی بلندتر هستند و برای ایجاد بلوک های جانبی محافظ، تا می شوند.
- پوشه پنج پنل (FPF): دارای یک پنل پنجم است که تمام قسمت بالای جعبه را پوشش می دهد.
- دور تا دور خالی: این یک ظرف معمولی RSC است اما وسایل توسط دستگاه بسته بندی خودکار بسته بندی می شوند.
- جعبه قفلی واکر: این از یک لایه تخته موجدار ساخته شده است که قسمت پایین آن غیرشکستنی است، جایی که انتهای آن تا می شود و در جای خود قفل می شود.
- جعبه نمایش: این جعبه ها طوری ساخته شده که داخل آن دیدهمیشود، به طوری که آیتمها برای نمایش در آنها نگهداری می شود.
پوشه ها اساساً یک تکه مقوا هستند که می توانند چندین قسمت داشته باشند. پایه ای وجود دارد که در جایی که این آیتم قرار دارد صاف است و بقیه مقوا طوری درجهبندی میشود که در اطراف آیتمها تا می شود.

کاغذ و مقوایی که در صنعت بسته بندی کاربرد دارد
بازار بسته بندی کاغذ، بر اساس نوع محصول (مقوا، کانتینر، کاغذ کرافت و تخته موج دار)، صنایع مورد استفاده کاربر (مراقبت شخصی و مراقبت از منزل، غذا، نوشیدنی و بهداشت) و جغرافیا تقسیم می شود.بسته بندی کاغذی روشی متنوع و مقرون به صرفه برای محافظت، حفظ و حمل و نقل طیف گسترده ای از محصولات است. ویژگی های سنجش پذیری مانند وزن، تجزیه پذیری، بازیافت مجدد، از مزایای بسته بندی های کاغذی محسوب می شوند.
بسته بندی و داشتن ایده خلاقانه برای بسته بندی در طراحی آن میتواند گامی موثر در فروش محصولاتی که با آن بسته بندی قرار است که عرضه شوند، برمیدارد. اغلب افراد برای اینکه بتوانند محصولات خود را در زمانی کم به فروش برسانند، تمام انرژی خود را بر بهتر کردن محصول میگذارند و از بسته بندی آن غافل می شوند؛ ولی باید فراموش نکنند که گام اول هر خریدی برای مشتریان، دیدن بسته بندی آن است. در ادامه شما را با بسته بندی خلاقانه آشنا میکنیم و در ادامه 50 ایده خلاقانه برای بسته بندی را به شما نمایش خواهیم داد، با ما همراه باشید.
چرا بسته بندی خلاقانه برای کسب و کار مهم است؟
جهان امروزه به یک بازار با مرزهای قابل نفود تبدیل شده است. محصولات از دورترین نقاط جهان به سرعت در دسترس قرار میگیرند. این گسترش جهانی بازارها، منجر به افزایش رقابت ها نیز می شود که البته گزینه های زیادی در اختیار مشتریان قرار میدهد اما کسب سود را برای شرکت های سرمایه گذار محدود می کند. هر شرکتی مطمئنا محصولات خوب و با کیفیتی ارائه می دهد و آنها را عرضه می کند. اما، باید عاملی برای برتری یک شرکت نسبت به شرکت دیگر وجود داشته باشد.یکی از این عوامل، بسته بندی محصول است.
بسته بندی شامل موارد دیگری چون کیفیت چاپ و موارد مشابه نیز می باشد. ظهور بسته بندی به عنوان یک عامل مهم برای پیشرفت شرکت ها، منجر به افزایش تقاضا برای چاپ در هند شده است.دلایل زیادی برای اهمیت بسته بندی در موفقیت یک محصول وجود دارد که درادامه برخی از این دلایل را با هم مرور میکنیم:
ظاهر جذاب: درست است که خیلی از افراد یک محصول را با توجه به کیفیت آن قضاوت میکنند اما دروهله ی اول، دلیل جذب شدن به سمت یک محصول می تواند بسته بندی جذاب آن باشد. استفاده از یک بسته بندی رنگارنگ و ظریف می تواند مشتریان را به سمت آن محصول بکشاند. شرکت ها می توانند از سرویس های ارائه شده توسط خدمات چاپ استفاده کنند تا بسته بندی مطلوبی برای محصول خود تهیه کنند.
خلاقیت: اگر یک بازار رقابتی وجود داشته باشد، مطمئنا همه تولیدکنندگان سعی در جذاب نشان دادن محصول خود دارند. پس درکنار ظاهر جذاب، باید موارد دیگری هم در بسته بندی وجود داشته باشد تا مشتری را تحت تاثیر قرار دهد. فزودن ایده های خلاقانه به بسته بندی، مثل افزودن بسته هایی با طراحی خاص که درمورد محصول صحبت میکنند، می تواند ایده ای خلاقانه باشد. در این باره هم خدمات چاپ متنوعی وجود دارد که می تواند خواسته های شما را برآورده کند.
اطلاعات: بسته بندی یک محصول باید شامل اطلاعاتی در مورد محصول نیز باشد.که این اطلاعات شامل مقادیر پروتئین، وزن، ظرفیت، مزایای سلامتی و موارد دیگر در مورد محصول می باشد. برای چاپ این اطلاعات بر روی محصول نیز، خدمات چاپ وجود دارد.
توانایی جذب: هر محصولی مطابق با مخاطبی که میخواد جذب کند، به بازار عرضه می شود.بسته بندی یک استراتژی مهم بازاریابی است. محصول باید به گونه ای بسته بندی شود که مورد توجه ی مخاطبان قرار بگیرد. برای مثال می توان استفاده از تصاویر کارتونی روی غلات کودکان را نام برد. با ساتفاده از خدمات چاپ آنلاین می توان این موارد را نیز تامین کرد
دوام: بسیاری از محصولات تنها به خاطر بسته بندیشان محبوب می شوند. مثلا استفاده از کیسه های کنفی و کیسه های کاغذی که سازگار با محیط زیست هستند و برای موارد دیگری هم کاربرد دارند، از محبوبت خاصی برخوردار هستند چرا که دوام این کیسه ها نیز بسیار بالاست.
بنابر آنچه که گفته شد، برخی از صنایع چاپ می توانند به بهبود و افزایش ظرفیت سود شرکت ها کمک کنند. شرکتهایی که خدمات چاپ آنلاین ارائه می دهند؛، نقش عمده ای در بسته بندی محصولات دارند. بسته بندی صحیح، محبوبت محصول را افزایش می دهد و سود افزایش می یابد.
آخرین ترندهای (روندها) ایده های طراحی بسته بندی در سال 2021-2022

نحوه بسته بندی محصولات، کمک زیادی به تضمین موفقیت تجارت شما، در طولانی مدت کند. به همین دلیل لازم است که به آخرین روند بسته بندی پایبند بمانیم و آنها را دنبال کنیم.
در این صورت خواهید توانست محصولات خود را در ارتباط با روند بازار حفظ کرده و برای خرید آن ها در مشتریان هیجان ایجاد کنید. ضمن آنکه، می توانید رقابت سختی را برای همه رقبای تجاری خود نیز به ارمغان بیاورید.
در اینجا برخی از آخرین روندهای بسته بندی سالهای 2021 و 2022 آورده شده است. بسته به اقلامی که به مشتری تحویل می دهید، می توانید بهترین روند بسته بندی را پیدا کرده و از آن استفاده کنید.
بهترین بسته بندی برای سال 2021 چگونه باید باشد ؟
در سال 2021 ترندهای کلیدی طراحی بسته بندی همچون استفاده از رنگ ها و تایپوگرافی بولد، عناصر وینتیج، سیاه و سفید، طرح های مسطح، هندسی و مایع و افکت متالیک غالب خواهد بود. این ترندها به متمایز شدن طرح ها کمک می کند.
مشتریان شما قبل از اینکه داخل محصول را ببینند اول بسته بندی آن را می بینند و لمسش می کنند. به همین خاطر است که بسته بندی، مسئول ایجاد تاثیر اولیه بر روی مشتریانی است که محصول را بر روی قفسه ها می بینند و بررسی می کنند. در چنین شرایطی است که کسب وکارها باید تاکید بیشتری بر روی طراحی پکیج هایشان داشته باشند. آن ها نباید فراموش کنند که آخرین ترندهای این حوزه را دنبال نمایند تا بتوانند تاثیر بهتری بر روی مشتریان بگذارند.
با اینکه کسب وکارها از عناصر و مواد جدیدی که جایگزین پلاستیک هستند برای بسته بندی استفاده میکنند اما باز هم به دنبال طراحی های منحصر به فردی برای بسته بندی هایشان می گردند. در زمانی که مواد جدید همچون پلاستیک های مبتنی بر جلبک، استیروفوم قارچی و موارد دیگر برای بسته بندی هایشان استفاده می شوند طراحان باید بتوانند بسته بندی ها را به شیوه جدید و تازه ای به نمایش بگذارند.
در عصری که کسب وکارها به دنبال بهینه سازی بسته بندی ها برای محافظت از محصولات خود هستند، ایجاد یک بسته منحصر به فرد و هیجان انگیز که بتواند نظر مخاطب را به خود جلب کند به یک ضرورت مهم تبدیل شده است.
به همین خاطر است که مشتریان به دنبال سیگنال هایی هستند که در فرآیند خرید کمکشان کند. آن ها این سیگنال ها یا پیام ها را زمانی که محصول در قفسه چیده شده است دریافت می کنند. ترندهای طراحی بسته بندی هر سال تغییر می کند. برخی از این ترندها قدیمی هستند و برخی به صورت کاملا جدید ظهور می کنند. در سال جدید طراحان باید با رنگ ها، خانواده فونت ها، اشکال، عناصر وینتیج، رنگ های متالیک و سایر عناصری که بتواند مخاطب را شگفت زده کند آشنا باشند. در ادامه این ترندهای کلیدی را با هم بررسی خواهیم کرد.
مینیمالیسم هنوز هم غالب خواهد بود

مینیمالیسم یکی از ترندهایی است که بعد از چندین سال هنوز هم در این حوزه خودنمایی می کند. بیشتر برندها از اصول مینیمالیسمی برای ایجاد عناصر بصری همچون بسته بندی ها استفاده می کنند. طراحان با دنبال کردن این ترند باید از شر عناصر غیر ضروری از طرح هایشان خلاص شوند و تنها عناصری که برای انتقال پیام برند ضروری و موثر هستند را نگه دارند. در طراحی بسته بندی مینیمالیسم به تمرکز بر روی عناصر اصلی رنگ و خانواده فونت کمک کرده است. در نتیجه چنین رویکردی، رنگ و تایپوگرافی بر روی بسته بندی بیشتر خودش را نشان می دهد. زمانی که صحبت از ایجاد طرح های متنوع به میان می آید برای طراحان همان عناصر اندک هم زیاد خواهد بود.
در سال 2021 به خاطر این ترند تمرکز بر روی ایجاد طرح های تمیزی خواهد بود که عاری از هرگونه شلوغی است.
استفاده از طیف وسیعی از گرادیانت ها بیشتر خواهد شد

استفاده از گرادیانت ها یکی از مواردی است که بیشتر طراحان بهش فکر می کنند. حالا در بسته بندی محصولات به یک ترند تبدیل شده است. شاید از خودتان بپرسید چه چیزی باعث می شود این ترند جذاب باشد. گرادیانت به طراح کمک می کند حس تازگی و منحصر به فرد بودن را به طرح هایش انتقال دهد. او می تواند رنگ ها را با هم ترکیب کند تا یک طرح واقعی داشته باشد.
گرادیانت همچنین به ایجاد عمق و ظاهر عالی بر روی پلتفرم های دیجیتال کمک می کند. در سال 2021 گرادیانت ها نکته کلیدی برای طراحی بسته بندی هایی خواهد بود که به کسب وکارها کمک می کند خودشان را متمایز کنند. این عناصر بعد و عمق را به ترکیب اضافه می کنند. طراحان ممکن است ترجیح بدهند از رنگ های روشن و هیجان انگیز مختلف در کنار هم استفاده کنند. به همین خاطر گرادیانت ها به عنوان یک پس زمینه واحد در نظر گرفته نمی شوند. آن ها به عنوان بخش مهم و بزرگی از طراحی بسته بندی در نظر گرفته می شوند.
طرح های شفاف هم مد خواهد بود

مشتریان مدرن فقط به دنبال خواندن برچسب محصولات و بسته بندی ها نیستند. آن ها می خواهند برچسب را بخوانند تا حسی از محصول را به دست آورند. این موضوع باعث شده است بسته بندی هایی ایجاد شود که به مشتریان اجازه می دهد در حال خواندن مواد تشکیل دهنده، خود محصول را هم ببینند. آن ها می خواهند حس تازگی محصول را قبل از خرید درک کنند و دانشی درباره اش داشته باشند.
بسته بندی شفاف برای طرح های بسته بندی غذاها بهترین گزینه هستند. این نوع بسته بندی برای محصولاتی که در بطری ها، بطری PET، قوطی های پلاستیکی و شیشه ای ایده آل ترین گزینه محسوب می شوند. طراحان رنگ هایی را انتخاب خواهند کرد که حس تازگی به محصول بدهد.
سادگی را فراموش نکنید

اصول کلیدی سادگی یکی از قوانین مهم در طراحی گرافیکی است. این گزینه یکی از مهم ترین ترندهای طراحی بسته بندی در سال جدید خواهد بود. مزیت سادگی طراحی این است که به شما کمک می کند برچسب محصولات را به راحتی و به سرعت بخوانید. بیشتر بسته بندی ها بر روی پلتفرم های دیجیتال هستند که باعث می شود سادگی در بسته بندی ها بسیار محبوب تر شود. فضای بدون شلوغی به مخاطب کمک می کند اطلاعات ضروری درباره محصول را بهتر ببیند و بخواند.
استفاده از عکس ها و طرح های فلت( مسطح)

دلیل استفاده از چنین طرح هایی در سال 2021 این است که تاکید زیادی بر روی سادگی طرح، تایپوگرافی و رنگ می شود. این رویکرد مینیمالیستی به طراحان کمک می کند از طرح های مسطح به عنوان رویکرد ایده آل برای ایجاد طرح های بسته بندی بطری ها بر روی عناصر چاپی استفاده کنند. به خاطر چنین طرح هایی، طراحی ها بعد از حذف اثر سه بعدی به نظر تمیز و ساده می رسند. طراحان می توانند طرح ها را به سایر ترکیب ها نیز اضافه کنند و ظاهر منحصر به فردی به بسته بندی هایشان اضافه نمایند.
طراحی های سیاه و سفید

سیاه و سفید دو عنصری هستند که به عنوان ترند طراحی به روز برای بسته بندی ها در نظر گرفته می شوند. هر دوی این رنگ ها قدرتمندند و حس اعتبار و حرفه ای بودن را به خوبی نشان می دهند. این ها باعث می شوند طرحتان حالت پویا به خود بگیرد. با اینحال طراحان از رنگ های سیاه و سفید به عنوان ابزاری برای متمایز کردن خود از رقیب هایشان استفاده می کنند. زمانی که بیش از حد از رنگ ها در بسته بندی استفاده می شود یک طراح باهوش به سمت بی رنگی می رود تا بتواند نظر مخاطب را به خود جلب کند و ظاهر منحصر به فردی به بسته بندی اش بدهد.
طراحی وینتیج

عناصر وینتیج از ایام قدیم تا به امروز مورد استفاده قرار می گیرد. ما می توانیم طراحانی را ببینیم که از برچسب وینتیج استفاده می کنند تا محصول خود را برجسته سازند و کیفیتش را تایید کنند. یکی از دلایل کلیدی که باعث شده است وینتیج به یک ابزار مهم برای طراحان تبدیل شود این است که به توسعه اعتبار محصول کمک می کند. این گزینه باعث می شود بسته بندی شما ظاهر و احساس متفاوتی داشته باشد. عناصر وینتیج می توانند به شکل فونت، حروف، الکوهای رنگی Retro و طرح ها دیده شوند.
شکل های مایع و هندسی

این روزها در بسته بندی محصولات از اشکال هندسی و مایع هم استفاده می شود. با اینکه چنین شکل هایی اولین بار نیست که در صنعت طراحی استفاده می شود اما برای برجسته کردن برند استفاده می شود. همچنین شکل های نامتقارن نیز برای ایجاد سک حس تازه در مخاطب در بسته بندی محصولات استفاده خواهد شد
تایپوگرافی بولد

تایپوگرافی بولد نیز یکی از ترندهای طراحی است. اما در سال 2021 شاهد ظهور آن در طراحی بسته بندی محصولات نیز خواهیم بود.
طراحان از فونت های بولد برای جلب توجه مخاطب و نیز ایجاد هویت برند استفاده خواهند کرد. خانواده فونت های بولد می توانند جایگزین تصاویر نیز شود. به همین خاطر اگر طراحی بخواهد چیزی را بدون تصویر نشان دهد می تواند از فونت های بزرگ بهره ببرد.
طراحی با جریان آزاد

طراحان از فریم استفاده می کنند تا مطمئن شوند طرح هایشان ظاهر خوب و تمیزی دارد. اما این موضوع باعث می شود که طرح ظاهر زمختی به خود بگیرد. در سال 2021 طراحان بسته بندی به دنبال از بین بردن فریم ها خواهند بود. آن ها به دنبال ترکیب بازی خواهند بود که بتواند جریان آزادی برایشان ایجاد کند.
افکت متالیک

طراحان ممکن است با رنگ های متالیک مختلفی کارکرده باشند. آن ها به دنبال استفاده از عناصر متالیک همچون طلایی هستند تا ظاهر درخشانی به طرح هایشان بدهند. این موضوع کل ترکیب را به سطح بعدی ببرند و مطمئن شوند محصولشان گران قیمت به نظر می رسد. یک طراح حرفه ای از افکت متالیک برای جلب توجه مخاطبانش استفاده خواهد کرد. به همین خاطر باید انتظار داشته باشید بسته بندی های طلایی و سایر رنگ های این چنینی در سال جدید بیشتر عرضه شود..
حس رئالیسم

زمانی که مخاطب بسته بندی تان را بررسی می کند دوست دارید حس رئالیسم را بهش بدهید؟ با اینکه طراحان از عناصر زیادی استفاده خواهند کرد اما برخی از عناصر واقعی را برای جلب نظر مخاطب و راضی کردنش به کار خواهند برد. این موضوع باعث می شود ظاهر بسته بندی غیر منتظره و البته منحصر به فرد باشد. در نتیجه می توان امیدوار بود ترکیبی از سبک ها و تکنیک ها غیر معمول را در بسته بندی ها مشاهده کرد. این ترند به طرح های جالبی منجر خواهد شد. این ها ترندهای بزرگ در حوزه طراحی بسته بندی ها در سال 2021 خواهند بود. اما طراحان گزینه های بیشتری در دست دارند. امسال شاهد بسته بندی های جذاب تری خواهیم بود. اگر به دنبال طراحی های خوب و منحصر به فردی برای محصولاتتان هستید ما می توانیم کمکتان کنیم. در بازار امروزی طراحان زیادی هستند که در حوزه های مختلفی کار می کنند اما می توانیم با قیمت های مقرون به صرفه های ایده های جدیدی بهتان بدهیم.
کدام بسته بندی خلاقانه است ؟
به جدیدترین خرید خود فکر کنید. چرا آن مارک خاص را خریداری کردید؟ آیا این یک خرید با تصمیم ناگهانی بود و یا چیزی بود که شما واقعاً به آن احتیاج دارید؟
اکنون که به آن فکر می کنید، احتمالات ممکن را درک خواهید کرد، شما آن را خریداری کرده اید زیرا طرح بسته بندی شما را علاقه مند کرده است. بله، شاید به شامپو احتیاج داشته باشید، اما آیا به آن مارک خاص نیاز داشتید؟ محصولی با بطری براق و گران قیمت؟ نه، اما شما آن را خریداری کرده اید زیرا فکر میکنید این همان محصولیست که سبب خوشحالی و رضایت قلبیتان میشود، حتی اگر با همان کالایی که در سطل تخفیف وجود دارد یکسان بوده باشد.
این هدف اصلی بسته بندی است. بسته بندی وقتی درست و خلاقانه انجام شود، در نهایت همان چیزی است که سبب فروش محصول شما خواهد شد، منظور از بسته بندی فقط این نیست که آرم خود را روی یک بسته قرار دهید، یک بسته بندی خوب توجه را جلب می کند، پیامی می فرستد و باعث می شود مصرف کنندگان، نسبت به محصول و برند شما احساس خاصی داشته باشند.
100 ایده جذاب و خلاقانه در طراحی بسته بندی
بسته بندی نوعی برندسازی است و پی بردن به راه های متمایزکردن محصولاتتان در بین سایر محصولات یک فروشگاه می تواند سخت باشد بنابراین به این 50 ایده خارقالعاده بسته بندی خلاقانه و بی نظیر نگاهی بیندازید تا الهام بگیرید و یاد بگیرید که چگونه بسته بندی خود را تهیه کنید و بتوانید به سهم مناسبی از بازار هدفتان دست یابید.
1. از الگوها استفاده کنید.

استفاده از الگوها میتواند ساده ترین و اولین قدم برای یک بسته بندی مناسب میباشد. به بسته بندی ابزارآلات در تصویر بالا دقت کنید، این بسته بندی از نظر ساختاری ساده است ، اما با وجود نوارهای جالب توجه بر روی پس زمینه، احساس میکنید بسته بندی دارای ساختار و برجستگی هایی است. طرح رنگی به آن احساس کاملاً آمریكایی میدهد و ابزارها داستان خود را تعریف می کنند.
2. از تمام فضای موجود استفاده کنید.

هنگام ایجاد یک بسته بندی، از هر اینچ موجود استفاده کنید. در این جعبه از یک الگوی گل زیبا در قسمت داخلی استفاده شده است. این الگو به جای اینکه داخل را دست نخورده بگذارد، باعث می شود بسته بندی بسیار شیک تر به نظر رسیده و کیفیت بالای آن به خوبی احساس شود، که به نوبه خود باعث میشود کالای داخل آن در بهترین حالت خود ظاهر شود.
3. از سادگی نترسید.

گاهی اوقات سادگی مهم است و این مورد در بسته بندی نیز صدق می کند. بسته بندی بالا با ترکیب پس زمینهای ساده از مواد بازیافتی و پرهایی زیبا تصویری ساده اما جذاب پدید آوردهاند از طرفی رنگ های روشنتر روی لیبل سبب شدهاند تا بسته بندی در عین ساده بودن، مدرن به نظر برسد.
4. ویژگی کاربران هدف را در نظر بگیرید
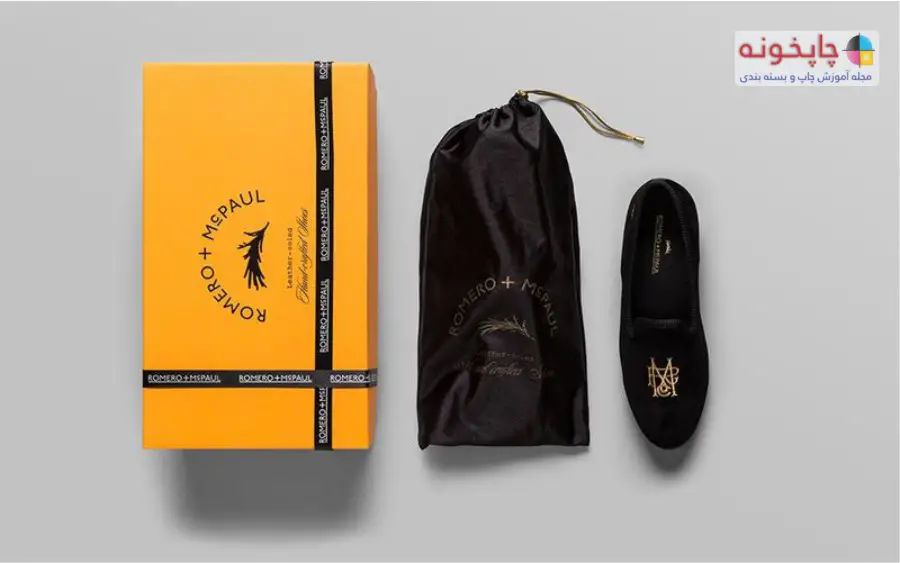
مهم است که عکس العمل خریداران را نسبت به محصول پیش بینی کنید. به عنوان مثال بسته بندی یک کالای لوکس مثل یک کفش را در نظر بگیرید، کاربر هزینه بیشتری برای خرید محصول لوکس شما پرداخت کرده بنابراین توقعات بیشتری هم خواهد داشت. در این بسته بندی کاربر ابتدا جعبه محصول را باز کرده و سپس شاهد بسته بندی اضافه دیگری خواهد بود و پس از باز کردن آن کفش های خریداری شده را می بیند، این عمل ساده لایه بندی، جنبه لوکس بودن محصول را افزایش داده و پرداخت هزینه بیشتر را برای کاربر منطقی می سازد علاوه بر این به کاربر این حس را منتقل می کند که در حال استفاده از یک محصول لوکس و فوق العاده می باشد.
5. استفاده از طراحی مکمل
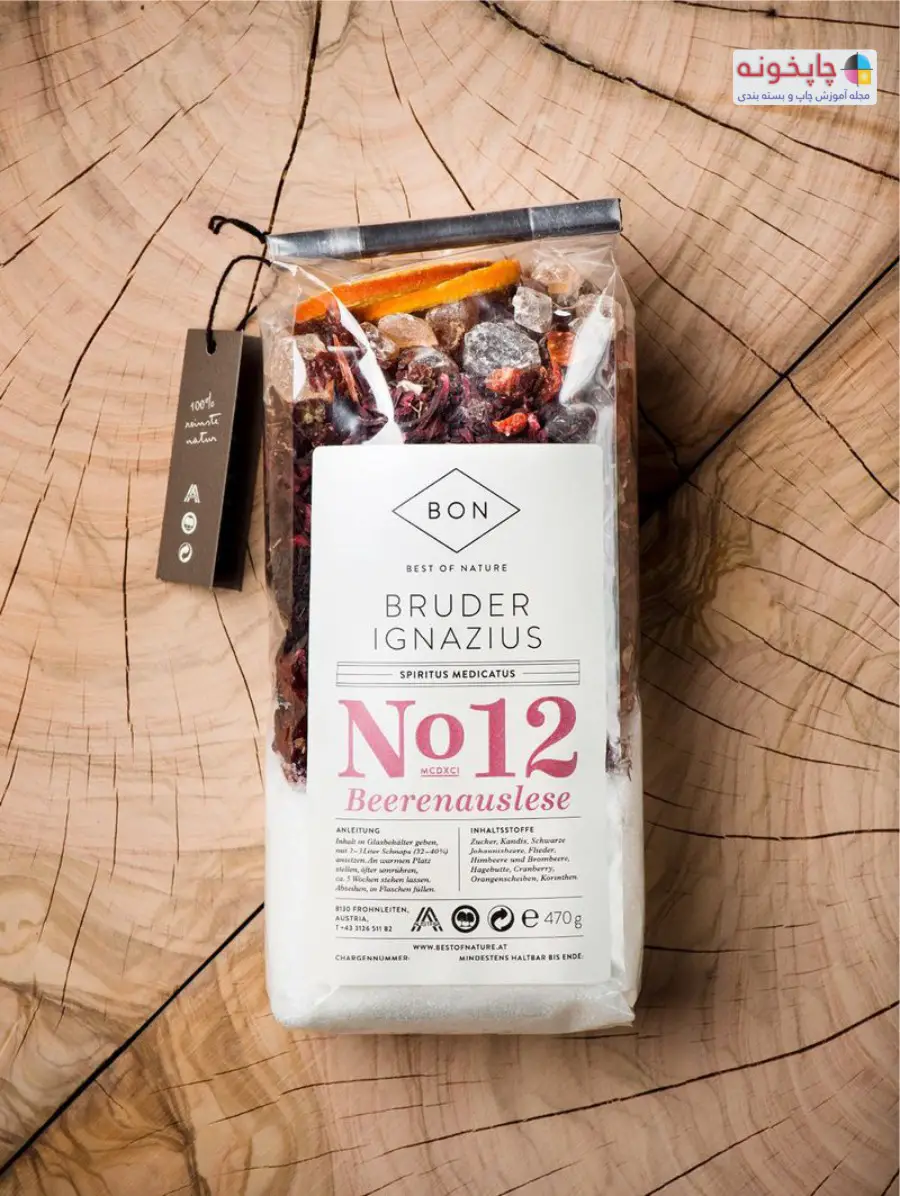
اطمینان حاصل کنید که طراحی مورد استفاده در بسته بندی شما، مکمل کالای موجود در بسته باشد و خریدار میتواند بدون نیاز به جعبه گشایی، محتویات آن را ببیند. به تصویر بالا توجه کنید، این بسته بندی ساده و طبیعی به نظر می رسد؛ درست مانند محتویات درون بسته، از طرفی شما می توانید تمام محتویات بسته را قبل از خرید، مشاهده کنید. این امر شفافیت شما در ارائه محصول را به کاربر نشان داده و به کاربر این حس را منتقل می کند که شما به چیزی که میفروشید افتخار میکنید.
6. بازیگوش باشید.

از فرصت های موجود برای بازیگوشی و خلاق بودن در بسته بندی استفاده کنید، بسته بندی بالا فوق العاده زیبا و سرزنده و در عین حال ساده است، تصویر روی محصول در حال تعامل با محتویات آن بوده و اجازه می دهد تا محصول برجسته تر به نظر برسد، رنگهای استفاده شده در بسته بندی با محتویات آن تناسب دارند و حالت شخصیت روی تصویر به کاربر حس لذیذ بودن تمشک ها را منتقل می کند.
7. جسور باشید.

استفاده از چندین رنگ و شکل در یک الگوی جالب راهی عالی برای دیده شدن میباشد. به عنوان مثال بسته بندی این نوشیدنی از این پارامترها استفاده میکند و ظاهری بی نظیر دارد از طرفی شادابی رنگ ها و طرح های مختلف بسته بندی آن، حس سپری اوقاتی خوش در کاربر را تقویت میکند.
8. متفاوت ظاهر شوید.

اگر محصولی دارید که توسط رقبای زیادی تولید می شود، سعی کنید در نحوه نمایش آن ابتکاری داشته باشید. بسته بندی عسل در تصویر بالا قدمی در جهت مخالف با شیشه های معمولی یا شیشه های پلاستیکی برداشته و ظرف آن از موم زنبور عسل ساخته شده است، چه بهتر، هنگامی که از این محصول استفاده کردید، می توانید ظرف را برعکس کرده و با استفاده از یک فیتیله از آن به عنوان شمع استفاده کنید، ایدهی فوق العادهای به نظر میرسد.
9. فرآیند استفاده از محصول را در نظر بگیرید.

اگر محصول شما چیزی است که به نظر شما میتوان از آن به عنوان هدیه استفاده کرد، آن را به این روش نمایش دهید. این نوشیدنی برای هدیه دادن در مهمانیها ساخته شده است، کاغذ سفید از بطری شیشه ای محافظت می کند، وقتی جعبه استوانه ای را باز می کنید، میتوانید کاغذ را از بطری جدا کنید، که یادآور باز کردن هدایای معمولی بستهبندی شده است.
10. از سبک سازی استفاده کنید.

الزامی برای استفاده از تصاویر واقعی و گرافیکهای واضح وجود ندارد، می توانید از یک الگوی خاص از گرافیک ها استفاده و آن را به سبک و امضای خود تبدیل کنید. در بسته بندی بالا در نگاه اول فقط خطوطی را می بینید که در سرتاسر بسته بندی امتداد یافته اند اما زمانی که بیشتر دقت کنید متوجه خواهید شد این خطوط در حال نمایش یک چهره و موهای آن هستند، این طرح با وجود سادگی سبب سبک سازی و سرذوق آمدن مصرف کننده خواهد شد.
11. خودتان را محدود نکنید.
نیازی نیست که شیوه بسته بندی خود را با سایر رقیبانتان در بازار وقف دهید، خود را محدود نکنید، می توانید شیوه بسته بندی محصولاتتان را خودتان انتخاب کنید به عنوان مثال اکثر صابون های موجود با بسته بندی هایی یکسان ارائه میشوند اما در تصویر بالا بسته بندی صابون به صورت یک جعبه ساده، انجام شده که سبب متفاوت شدن آن با سایر صابون های موجود در بازار شده است، علاوه بر این با این نوع بسته بندی می توانید از جعبه آن به عنوان یک جاصابونی استفاده کنید.
12. مدرن باشید.

طرحهای مدرن و براق و ساده سبب برجسته شدن محصولاتتان خواهند شد، برای دستیابی به ظاهری مدرن از خطوط تمیز، رنگ های ساده و فونتهای بدون دندانه استفاده کنید. این بسته بندی از یک رویکرد بسیار مدرن استفاده کرده، همچنین جنس مورد استفاده در بسته بندی سبب شده تا شیکتر و مدرنتر به نظر برسد. طرح های اینچنینی به هیچ وجه ضعیف نبوده و مصرف کنندگان را به کنجکاوی در مورد ماهیت آن وادار می کنند.
13. از بسته بندی بافت دار استفاده کنید.

بافتهای برجسته می توانند به اندازه تصاویر جذاب باشند، مصرف کنندگان در نهایت به صورت فیزیکی با محصول شما تعامل برقرار میکنند پس استفاده از بافت های برجسته می تواند ایده ی خوبی باشد. به بسته بندی محصول بالا توجه کنید، این محصول یک اسپرهی دفع حشرات است، بافتهای موجود در آن نه تنها سبب پایداری بیشتر محصول هنگام در دست نگه داشتنشان میشوند بلکه حس خوبی و متفاوتی به کاربر منتقل میکنند.
14. از رنگ ها برای معرفی محصول استفاده کنید.

اگر محصول شما رنگ خاصی دارد می توانید از آن رنگ در بسته بندی محصول نیز استفاده کنید. به عنوان مثال بسته بندی آبنبات را در نظر بگیرید، با هماهنگ کردن رنگ بسته بندی با آب نباتهای موجود میتوانید نوع هر آبنبات را به مصرف کننده معرفی کنید بدون اینکه نیاز باشد به محتوای بسته دقت نمایند، به این ترتیب بسته بندی آبنبات های پرتقالی نارنجی و آبنبات های توت فرنگی قرمز خواهند بود.
15. یک داستان تعریف کنید.

با تعریف کردن یک داستان در بسته بندیهایتان میتوانید طرفداران زیادی بدست آورید، مردم عاشق داستان و کشف اطلاعاتی هستند که می توانند جالب باشند. به عنوان مثال زمانی که این جوراب را بسته بندی خارج میکنید شاهد گلولهای از پنبه و اشکالی از دودکش لوکوموتیو خواهید بود که شما را به سالهای دور و کارخانه های جوراب بافی قدیمی خواهد برد.
16. به ریشه ها پایبند باشید.

چیزی که محصول تولیدی شما با آن شناخته می شود را در بسته بندی خود نشان دهید، به عنوان مثال در بسته بندی یک کرم پوست می توانید از پس زمینهای با رنگ پوست استفاده کنید و در صورتی که بر روی طبیعی بودن محصول تاکید دارید، میتوانید از عناصر موجود در طبیعت برای انتقال حس ارگانیک بودن محصول به مصرف کننده، استفاده نمایید.
17. خلاق باشید.
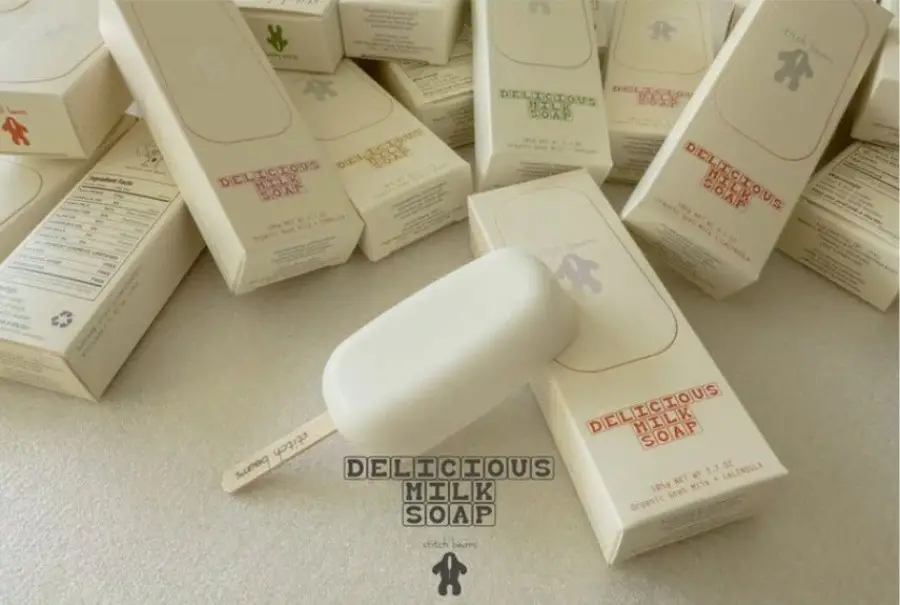
شما همیشه قادر هستید با استفاده از ترفندهای مختلف یک بسته بندی جذاب درست کنید اما وقتی واقعا موفق خواهید بود که محصولتان هم به همان اندازه جذاب باشد. به عنوان مثال به این صابون که از شیر ساخته شده نگاه کنید، برند سازنده این محصول به راحتی می توانست آن را به صورت قالبی مستطیل شکل عرضه کند، در عوض صابون را به شکل یک بستنی درآورده تا علاوه بر جلب توجه به ماهیت مواد تشکیل دهنده صابون نیز اشاره کند.
18. اهمیت فضای داخلی بسته بندی

قسمت بیرونی بسته بندی شما باید جالب باشد، اما فضای داخلی چطور؟ اگر چندین محصول و قطعه درون بسته بندی شما وجود دارد بهتر است آنها را جداگانه نمایش دهید. این بسته بندی yoyo دارای بریدگی های کوچکی برای هر قطعه yoyo است و همه آنها به زیبایی در داخل جای می گیرند. رنگهای محصول به رنگ های قطعات موجود در جعبه مربوط میشود و آن را به زیبایی در کنار یکدیگر قرار میدهد.
19. از بسته بندی سازگار با محیط زیست استفاده کنید.

سازگاری و حمایت از محیط زیست یک روش عالی برای این است که مردم عاشق برند شما باشند. یکی از راه های دوستانه سازگار با محیط زیست این است که از بسته بندی های سازگار با محیط زیست در محصولاتتان استفاده کنید. این بطریها در نگاه اول مانند مواد تمیز کننده معمولی به نظر میرسند، اما هنگامی که با آنها تعامل برقرار میکنید متوجه میشوید که آنها از پلاستیک کرکی ساخته نشدهاند بلکه آنها بطری های چینی هستند و پس از تمام شدن محصول داخل آن، می توانند به عنوان گلدان استفاده میشوند.
20. بازی با حواس چندگانه

تا میتوانید از هر یک از حواس چندگانه انسان برای جلب توجه استفاده کنید، حس لامسه یکی از مهمترین آنهاست. در بسته بندی شکل بالا هوای موجود در بسته بندی، پس از قرار داده شدن قطعات در آن، خارج شده و سبب پدید آمدن جلوه ای زیبا و سه بعدی شده که علاوه بر چشم ها برای دست ها نیز جالب خواهد بود.
21. بگذارید محصول صحبت کند.

اگر محصولی باکیفیت در اختیار دارید، اجازه دهید خودش صحبت کند، به عبارت سادهتر کیفیت یک محصول گویای همه چیز است و گاهی بهتر است در بسته بندی اینگونه محصولات از یک پوشش شفاف و لوگوی خود استفاده کنید. جوراب های تصویر بالا را در نظر بگیرید، ظاهری عالی دارند و کیفیتشان کاملا مشخص است، پس بهتر است به جای مخفی کردنشان زیر یک پوشش، در معرض دید مستقیم کاربر باشند.
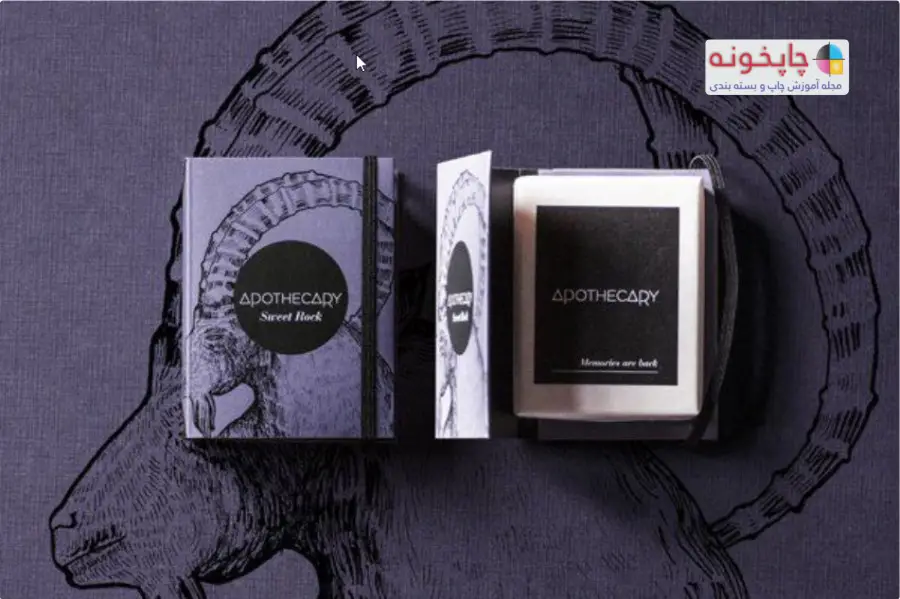
22. منابع مورد استفاده را محدود کنید.

بسته بندی محصولات امر هزینهبر است، پس اگر به بسته بندی اضافی نیازی ندارید آن را محدود نمایید. خیلی از اوقات الزامی برای پوشش کل محصول وجود ندارد. این تارهای موسیقی بسیار ساده و در عین حال بطور موثر بسته بندی شده اند. کاغذ مورد استفاده در بسته بندی با زیبایی طراحی شده، و فونت طلایی روی پس زمینه مشکی جلوهای زیبا و مناسب به محصول بخشیدهاند.
23. نمایش غذا در بسته بندی

زمانی که موضوع بسته بندی غذا و تنقلات پیش میآید بسیار مهم است تا مصرف کننده بتواند دقیقا چیزی که درون بسته بندی وجود دارد را مشاهده کند، به عنوان مثال بسته بندی غذای سگ در تصویر بالا را که دارای یک پوشش شفاف پنجره مانند است را نگاه کنید، در هنگام خرید، کاربر در مورد چیزی که خواستار آن است مطمئن خواهد شد.
24. بسته بندی های لوکس جذاب هستند.

اگر فقط یک چیز باشد که افراد حاضر باشند برای آن بهای گزافی بپردازند، آن مواد الکلی است. رقابت شدیدی در این دسته بندی از محصولات وجود دارد پس اگر می خواهید سهم مناسبی از این بازار کسب کنید باید توجه ویژه ای به بسته بندی آن ها داشته باشید، بسته بندی محصول بالا را در نظر بگیرید، رنگ زرد بطری، رنگ مشکی و بسیار شیک جعبه و شات هایی عینکی، همگی در کنار هم گرد آمده اند تا حس لوکس بودن را در کاربر تقویت کرده و اوقات خوش را برای آن ها تداعی کنند.
25. از رنگ های محدود استفاده کنید.

رنگ های مورد استفاده خود در بسته بندی محدود کنید تا ظاهری منسجم ایجاد کنید. رنگ های مورد استفاده در بسته بندی کیک برنج در تصویر بالا، از چاشنیها، نمک دریایی و سرکه بالزامیک الهام گرفته شدهاند، این موضوع سبب شده تا بسته بندی یک تم دریای جذاب به خود بگیرد. پس زمینه آبی تیره و رنگ نارنجی نیز سبب به وجود آمدن کنتراستی زیبا شده اند.
26. از محصول به عنوان بخشی از بسته بندی استفاده کنید.

اگر می توانید از محصول خود به عنوان بخشی از بسته بندی استفاده کنید، حتما این کار را انجام دهید. این کفش ها، جعبه های پرنده ای شکل بسیار جذابی دارند و به جای اینکه تمام اجزای کفش داخل جعبه قرار بگیرند، بندهای آن ها از درون سوراخ ها بیرون آمده تا کرم های درون دهان پرنده را تداعی کنند.
27. مد را دنبال کنید.

از مدهای روز استفاده کنید تا بسته بندی هایتان مدرنتر و بروزتر به نظر برسند. این نوشیدنی از یک فونت پرطرفدار برای قلم و نام تجاری خود استفاده کرده تا مصرف کنندگان پیرو مد را راضی نگه دارد، بسته بندی استفاده شدهی بسیار ساده و در عین حال شیک و مدرن به نظر می رسد بنابراین همیشه ترندها را دنبال و از آن در بسته بندی های خود استفاده کنید.
28. سنت شکنی کنید.

الزامی برای پیروی از سنت ها و عرف های موجود وجود ندارد به عنوان مثال معمولا آب آشامیدنی در یک بطری پلاستیکی ارائه می شود اما ارائه آن درون یک بسته بندی مقوایی می تواند ایدهای جذاب و متفاوت باشد.
29. از تصاویر جالب استفاده کنید.

از تصاویر متفاوت و کمتر استفاده شده در بسته بندی های محصولاتتان استفاده کنید، تصاویری که مصرف کنندگان انتظارش را نداشته باشند، همین موضوع به تنهایی می تواند سبب جلب توجه افراد شود. تصویر نوشیدنی بالا می تواند مثال خوبی برای بیان این موضوع باشد، تصویری که شاید در نگاه اول عجیب به نظر برسد اما به دلیل چاپ مناسب روی شیشه جلوه ای سه بعدی به خود گرفته و به خوبی جلب توجه می کند.
30. فرآیند تولید محصول را به نمایش بگذارید.

اگر محصول شما به روش خاصی تولید شده است، سعی کنید آن را در بسته بندی خود بکار بگیرید. به عنوان مثال این کوکی ها در فر پخته میشوند، پس چرا آنها را در جعبه به شکل اجاق بسته بندی نکنیم؟ یک جعبه نانوایی معمولی اما جذاب که حس حضور در یک شیرینی پزی را به مصرف کننده منتقل می کند.
31. ارتباط برقرار کنید.

آیا در مورد نوع محصول شما ایده و طرز تفکر مشترکی وجود دارد؟
سعی کنید از آن در بسته بندی خود استفاده کنید تا با مشتریان ارتباط برقرار کنید این بطری مواد الکلی نه تنها دارای یک برچسب فوق العاده است، بلکه یک کاغذ قهوه ای خنده دار روی بطری را پوشانده تا با نشان دادن ماهیت غیرقانونی بودن استفاده از مواد الکلی در مکان های عمومی سبب ایجاد یک ارتباط خلاقانه با مصرف کننده شود.
32. از بسته بندی تعاملی استفاده کنید.

مصرف کنندگان عاشق بسته بندی هایی هستند که بتوان با آن ها تعامل برقرار کرد. به عنوان مثال به بسته بندی این بطری نگاه کنید، برای مصرف ابتدا باید نوار گیاه مانندی که کل شیشه را در برگرفته جدا کنید. این بسته بندی حس نزدیکی به طبیعت و تازه بودن و ارگانیک بودن محصول را در کاربر تقویت می کند.
33. عجیب و غریب بودن عیب نیست.

مشکلی نیست اگر سبکی عجیب و غریب را برای بسته بندی محصولاتتان انتخاب کنید، عجیب بودن می تواند سبب جلب توجه و افزایش فروش شود. این جعبه های آبمیوه بسیار چشمگیر به نظر می رسند و شباهت آن ها با میوه واقعی غیر قابل توصیف است و دیدن آن به شکل جعبه آبمیوه باعث جلب توجه زیادی می شود، از طرفی این احساس را به شما می دهد که شما مستقیم از میوه می نوشید و باعث می شود سالم تر به نظر برسد.
34. شوخ طبع باشید.

استفاده از شوخ طبعی در بسته بندی بسیار جذاب است. اگر می توانید بسته بندی محصولات را به شکلی انجام دهید که کاربران با دیدن آن لبخند بزنند، حتما این کار را انجام دهید. در قلموهای نمایش داده شده از تصویر از صورتک هایی استفاده شده که در ترکیب با برس های انتهایی، شکل فردی سیبیلو را تداعی می کنند، چنین ایده ای به حتم یقین سبب تمایز محصول شما در مقابل محصولات رقبا خواهد شد.
35. از اغراق در طراحی بسته بندی محصول نترسید.

زمانی که میتوانید شکلهای اغراق آمیزی در طراحی بسته بندی محصولات خود استفاده کنید این کار را انجام دهید. اغراق در شکل ها، رنگ ها و تصاویر میتواند جذاب باشد. منظور از اغراق این است که مثلا این مارک غلات از یک خرس به عنوان شخصیت خود استفاده کرده است و به جای اینکه فقط تصویر یک خرس بامزه را روی بسته بندی قرار دهد آن را طوری به کار برده که دهانش باز و درون آن پر از غلات خوشمزه است.
36. میتوانید محصول را به چیز دیگری تبدیل کنید.

شما میتوانید بسته بندی محصول خود را شبیه چیز دیگری بسازید، حتی اگر کاملا با آن بی ربط باشد! این مارک به جای اینکه بسته بندی آن را شبیه بسته بندیهای معمولی و قدیمی چای بسازد آن را شبیه پیراهنی که بر روی چوب لباسی آویزان است درست کرده. این ایده علاوه بر زیبایی و خلاقیت باعث کارایی بیشتر آن میشود زیرا با استفاده از چوب لباسی، چای در بالای لیوان به راحتی قرار میگیرد و داخل آن نمی افتد.
37. بسته بندی را مطابق با خود محصول طراحی کنید.

محصول خود را در بسته بندی آن نشان دهید. این عطر (به نام ذن) با بامبو ساخته شده است و به جای اینکه در طراحی بسته بندی آن از تصویر بامبو استفاده کند، خود شیشهی عطر را شبیه بامبو طراحی کرده است. این طراحی شبیه قسمتی از طبیعت است و باعث میشود اشخاص بسیار به آن علاقه مند شوند.
38. از نهایت زیبایی استفاده کنید.

مردم زیبایی را دوست دارند و خریدن محصولات زیبا به آن ها حس بسیار خوبی القا میکند. اینجا یک کیسه چای جالب دیگر می بینیم، هرچند کاملا طراحی آن متفاوت است .این کیسه چای مانند یک پرنده است و به طوری در لیوان شما شناور میشود که انگار دارد در آن پرواز میکند و حس آرامش و زیبایی بسیاری به شما هدیه میکند.
39. طراحی مضحک و خنده دار

آری! طرح های مضحک به کار ببرید، حتی به طور افراطی. این کفش های Nike Air در یک جعبه بسته بندی نشده اند، آنها در یک کیسه ی هوا بسته بندی شده اند. این ایده در حالی که بسیار خلاقانه است باعث میشود کفش ها در داخل بسته هم به راحتی دیده شوند. کافیست دست خود را روی بسته ی آن بکشید تا بتوانید کفش ها را لمس کنید.
40. با محصول خود چیز دیگری بسازید.

میتوانید طراحی را طوری انجام دهید که به چیز دیگری اشاره کند. اما در این مورد مطمئن شوید که چیزی که به آن اشاره می کنید مربوط به محصول خودتان است. در این تصویر هدفون ها طوری طراحی شده اند که نتهای موسیقی را نشان میدهند. این نت ها روی کاغذ چاپ نمی شوند، آنها سه بعدی هستند، و واقعاً چیز دیگری را به تکه تخت کارتن اضافه می کنند.
41. متفاوت باشید.

متفاوت بودن بسته بندی شما می تواند مخاطبان متفاوتی را نسبت به افراد معمولی تحت تاثیر قرار دهد. این محصول فقط یک نان معمولی است، اما بسته بندی آن کاملا با محصول متفاوت است. این بسته بندی در واقع برای افزایش آگاهی از سرطان سینه است و توجه بسیاری را به خود جلب میکند.
42. مرموز باشید.

مشتریان خود را شوکه کنید. این بسته بندی سیگار واقعا شوکه کننده است. این بسته بندی واقعا ریشه در حقیقت دارد، زیرا افراد سیگاری می دانند هنگامی که سیگاری را روشن میکنند چه خطراتی آنها را تهدید میکند. اگرچه ممکن است بهترین راه حل برای بازاریابی و فروش آن نباشد، اما مطمئناً توجه را به خود جلب می کند.
43. با بسته بندی محصول استفاده از آن را آسان کنید.

تا زمانی که مصرف کنندگان بتوانند از محصولی که داخل بسته است به راحتی استفاده کنند شما یک قدم جلو هستید. این ژل ودکا در لولهای بسته بندی شده است که شباهت زیادی به قلاب دارد و یک راه جالب برای بیرون کشیدن این محصول است، همچنین بسیار جالب و سرگرم کننده است.
44. کاربرد محصول را نشان دهید.

سعی کنید طرح بسته طوری باشد که مصرف کننده بفهمد که کاربرد محصول چیست. این گوشگیرها دقیقا همین کار را انجام می دهند. درپوش مانند دکمه کم و زیاد کردن صدا در استریو (ضبط) است و چرخاندن درپوش برای باز کردن آن به کم کردن “صدا” اشاره دارد. این درپوش نیست که مانع از سر و صدا می شود، بلکه گوش گیرها این کار را انجام میدهند، اما این ایدهی بسیار جالبی است.
45. بسته بندی را با هدف مرتبط کنید.

این بسته بندی برای کمک به دستگاه گوارش افرادی است که رژیم گیاه خواری دارند. و وقتی قرص از بسته آن بیرون آورده میشود، طوری نشان میدهد که انگار به گوشت حیوانات شلیک شده است و با شعار “غذای سنگین را هدف قرار دهید” این تصور را ایجاد میکند که این محصول بسیار قدرتمند است.
46. آن را به چیزی تبدیل کنید که نیست.

محصول خود را مانند چیز دیگری جلوه دهید البته در این کار زیاده روی نکنید. قوطی آبجو ارزان قیمت است، اما در بسیاری از اوقات، بسته بندی خیلی خوبی ندارد. این یک قوطی آبجو است، اما به نظر می رسد که یک لیوان مخصوص آبجو است. تضاد بین درب و بقیه قسمت های “قوطی” اثر جالبی ایجاد می کند و از آن یک طراحی بی نظیر میسازد.
47. از محصول به نفع خود استفاده کنید.

از بافت، رنگ یا شکل محصول به نفع خود استفاده کنید. این بسته بندی گوشت از گوشت واقعی به عنوان یک عنصر طراحی استفاده کرده است. و تضادی بین شکل اولیه محصول و چیزی که الان از آن به دست آمده ایجاد میکند.
48. طراحی فشرده و جمع و جور

تا جایی که میتوانید سعی کنید بسته بندی محصول جمع و جور باشد. در واقع هرچه جمع و جور تر باشد، نگهداری و حمل و نقل آن آسانتر است. این flashdrive ها به وسیله مقوا به یکدیگر وصل می شوند. کل طراحی محصول فقط اندازه یک کارت اعتباری است و به راحتی در کیف پول جا میگیرد. اگر بخواهید فایلی را به کسی بدهید، به سادگی یک شکاف را پاره می کنید و فلش جدا میشود سپس فایل را بارگذاری می کنید و آنرا تحویل می دهید. انجام این کار بسیار راحت است.
49. فراتر از محصول خود را نشان دهید.

میتوانید در طراحی بسته بندی محصول خود چیزی فراتر از خود آن محصول را نشان دهید. آدامس Trident از شکل محصول خود یعنی آدامس برای نشان دادن دندان استفاده کرده است و علاوه بر دندان ها به آن قسمت های دیگری که نزدیک به دندان هستند مانند لب های قرمز و انواع ریش و سبیل های بامزه هم اضافه کرده است. این ایده بسیار منحصر به فرد است.
50. از شبیه سازی استفاده کنید.

می توانید بسته بندی محصول خود را به چیزی که از آن تولید شده است شبیه سازی کنید. مثلا به جای اینکه فقط یک جعبه کوچک آب پرتقال معمولی داشته باشید، جعبه ها را شبیه تکه های پرتقال بسازید. در این تصویر جعبه ها توسط یک کیسه پیچیده شده اند که از این کیسه ها برای بسته بندی خود میوهی پرتقال استفاده میشود و باعث شده اند که این بسته بندی کاملا شبیه پرتقال باشد.
پس از آشنا شدن با راه های نامحدودی که برای بسته بندی خلاقانه محصولات وجود دارند، باید بتوانید بسته بندی محصول خود را به بهترین شکل ممکن طراحی کنید. بسته بندی محصول میتواند کاربردی، هدفمند، سرگرم کننده و یا کاملاً عجیب و غریب باشد و مطمئن باشید که هرچه بسته بندی شما خلاقانه و الهام بخش باشد، احتمال فروش محصول بیشتر است.
51. رنگ های طبیعی و ملایم

مینیمالیسم یکی از مفاهیم رایجی است که می توان آن را در جهان کشف کرد، که در صنعت بسته بندی نیز نفوذ کرده است. در حال حاضر بیشتر شرکت ها شروع به استفاده از رنگ های طبیعی و ملایم در بسته های خود کرده اند. در نتیجه خواهید دید که چگونه از رنگ هایی مانند کرم، صورتی روشن و آبی روشن به شدت استفاده می شود.
از چنین پالت رنگی روشنی استفاده کرده و بسته بندی خود را طراحی کنید. در این صورت می توانید بسته های خود را عالی جلوه دهید. برخی از شرکت به فکر استفاده از بسته بندی های سیاه و سفید هستند. درست است که این ایده بسته بندی کلاسیک است، اما باید توجه داشته باشید که در همه جا وجود دارد.
درعوض بهتر است به فکر استفاده از سایه های خنثی در بسته بندی خود باشید. با این کار کمک بیشتری برای ایجاد علاقه در مشتری فراهم می شود. از طرف دیگر، استفاده از رنگ های کم کلید در بسته بندی می تواند پشتیبانی مورد نیاز شما برای برجسته سازی محصولاتتان در عکس ها را فراهم کند. این می تواند هنگام پیشبرد رقابت های بازاریابی شما، دستی به شما تحویل دهد.
در حالی که به این روند پایبند هستید، می توانید برخی از عناصر طراحی شگفت آور متضاد را نیز به بسته بندی خود اضافه کنید. این می تواند به شما در ارائه یک پاپ غیر منتظره کمک کند. اینجاست که می توانید بنرها و برچسب ها را نگاهی بیندازید. آنها بسته بندی شما را برای خرید از سوی مشتریان جذاب تر می کنند.
52. آشکار کردن بسته بندی

آشکار کردن بسته بندی یکی دیگر از روندهای برجسته بسته بندی است که می توانیم در سال 2021 پیدا کنیم. با این کار شما می توانید بسته بندی خود را با شفافیت ترکیب کنید.
شما می توانید با آشکار کردن محتویات داخل بسته، برای خرید آنچه که ارائه می دهید در بین مشتریان ایجاد علاقه کنید. از طرف دیگر، به شما کمک می کند تا از اعتبار تجاری خود نیز اطمینان حاصل کنید. ما در دوره اصالت زندگی می کنیم و توجه به این واقعیت می تواند به شما در دستیابی به مزایای برجسته کمک کند.
در دنیای امروز مردم از تبلیغات ساختگی و دروغ تا حدودی خسته شده اند. از این رو، تمایل دارند قبل از خرید چیزی بار دیگر فکر کنند. شما می توانید با تهیه بسته بندی آشکار به مشتریان خود کمک کنید تا از این تردید خلاص شوند. در این صورت قادر خواهید بود ضمن اطمینان از شفافیت، صداقت و درستی، با مشتریان خود پیش بروید و با آن ها تجارت کنید. در نتیجه باید این مورد را به عنوان یکی از اولویت های کاری خود در نظر بگیرید.
وقتی محصولات خود را به دروغ از طریق بسته بندی نادرست معرفی کنید، اعتماد مشتری را از دست خواهید داد. این کار بر نام تجاری شما نیز تأثیر منفی نیز می گذارد. با این حال، بسته بندی شفاف می تواند برند تجاری شما را با هویت تجاری قوی ارائه دهد. از این رو، شما می توانید این روند بسته بندی را دنبال کنید و تمام مزایای شگفت انگیزی را که در راه شما ایجاد می کند، تجربه کنید.
وقتی روند بسته بندی شفاف را دنبال می کنید، می توانید به فکر پیاده سازی پنجره های شفاف در بسته بندی خود باشید. اطمینان حاصل کنید که این موارد را در رنگ و طراحی کلی محصولات خود وارد کنید. در صورت امکان، باید بریدگی های فیزیکی را نیز اضافه کنید. سپس شما قادر خواهید بود بافت فیزیکی محصولات خود را به راحتی آشکار کنید.
53. تصاویر مسطح

تصاویر مسطح در حال حاضر بر جهان طراحی کلی تسلط دارند. به همین دلیل، آن ها نیز به بسته بندی ورودکرده اند. طرح های تخت حدود هفت سال پیش محبوب شدند. آن ها هنوز هم محبوب هستند. در واقع، می توانید بگویید که تصاویر مسطح از هم اکنون به اوج محبوبیت خود رسیده اند. به همین دلیل است که می توانید به فکر بیشترین استفاده از آن باشید و تصاویر مسطحی را در بسته بندی خود وارد کنید.
یکی از بهترین چیزها در مورد تصاویر مسطح این است که آنها می توانند با حرکت به جلو با طراحی مینیمالیستی به شما کمک کنند. از طرف دیگر، تصاویر مسطح همه کاره هستند. شما می توانید تصویر مسطح را کاملاً با برند تجاری خود مطابقت دهید. علاوه بر همه موارد، می تواند با ایجاد جذاب ترین طراحی بسته ، کمک مورد نیاز را ارائه دهد. چاپ آن ها روی انواع مختلف بسته بندی نیز کار ساده ای خواهد بود.
اگر تصمیم گرفتید این روند را دنبال کنید، مهم است که یک سبک تصویرگری مناسب را انتخاب کنید، که مکمل نام تجاری شما باشد. یکی از اشتباهاتی که برندها در اینجا مرتکب می شوند این است که آنها فقط سبک های معروف را که قبلاً به این روش کار کرده اند، کپی می کنند. شما نباید مرتکب این اشتباه شوید .
می توانید نگاهی به پالت رنگی برند خود بیندازید و بهترین رنگ ها را از بین آن ها انتخاب کنید. سپس با استفاده از آن رنگ ها، یک تصویر مسطح برای نام تجاری خود ارائه دهید. اطمینان حاصل کنید که تصویر مسطح را کاملا با هویت برند مطابقت دهید. وقتی شخصی بسته بندی شما را می بیند، باید به یاد آورد که آن متعلق به برند شما است. بنابراین این فرصت را به شما می دهد تا نام تجاری خود را به مشتریان نزدیک کنید.
54. مینیمالیسم را تبلیغ کنید

همانطور که قبلا ذکر شد، باید به فکر ترویج مینیمالیسم از طریق بسته بندی محصول خود باشید. مینیمالیسم به یکی از داغ ترین روش های طراحی بسته بندی در تمام نقاط جهان شده است. مینیمالیسم را می توان در همه جا دید. به عنوان مثال، شرکت ها در زمان طراحی لوگوی خود تمایل به مینیمالیسم دارند. و نیز، ما زمان تزئین اتاق خواب خود به مینیمالیسم پایبندیم.
مینیمالیسم در واقع نشان دادن سادگی در بسته بندی محصول شماست. سعی کنید آن را طبیعی جلوه دهید. طرحی که روی بسته بندی محصول دارید باید چیزی بدون شلوغی باشد. می توانید حتی یک پیام مهم را برای مشتریان به اشتراک بگذارید، بنابراین شما چیزی برای پنهان کردن در پشت گرافیک شلوغی که روی بسته بندی وجود دارد، ندارید.
یکی از بهترین روش های موجود برای برجسته سازی مینیمالیسم در بسته بندی، کمک گرفتن از عناصر کنتراست بالا است. شما باید از این عناصر با کنتراست بالا در پس زمینه هایی با ظاهر ساده استفاده کنید. از طرف دیگر، فقط باید یک جنبه از داستان برند خود را انتخاب کنید و در هنگام طراحی بسته، به آن پایبند باشید. این روش مناسب و موثر دیگری است که برای ترویج مینیمالیسم در دسترس شماست.
به عنوان مثال، فرض کنید نام تجاری شما متعهد به تضمین پایداری است. سپس می توانید بسته مینیمالیستی را طراحی کنید و آن را به عنوان طرح پایه نگه دارید. برخی از زمینه های دیگر که می توانید روی آن ها تمرکز کنید شامل مواد تشکیل دهنده با کیفیت، تاریخچه تجارت شما یا حتی پیش زمینه قدیمی مربوط به تجارت شما هستند.
زمان طراحی بسته بندی مینیمالیستی، اطمینان حاصل کنید که فقط روی یک عنصر بصری تمرکز کرده اید. اگر اینگونه عمل نکنید، هرگز نمی توانید مینیمالیسم را به طور موثر تبلیغ کنید. به همین ترتیب، می توانید از یک تایپوگرافی قوی و یک رنگ برجسته استفاده کنید. و تأثیر مهمی بر آن بگذارید. از طرف دیگر، این نوع طراحی می تواند تمام پشتیبانی را که برای برجسته نشان دادن لوگو خود از سایر موارد نیاز دارید، ارائه دهد.
55. طراحی بسته بندی پایدار

یکی دیگر از ایده های محبوب طراحی بسته بندی، پایبندی به پایداری است. بسته بندی شما این توانایی را دارد که در فروش مجموعه شما، کمک زیادی کند. در واقع، ممکن است شما آن را یک تلفن بلند عالی که برای نام تجاری شما در دسترس است، بنامید. با این حال، در نهایت بسته بندی در سطل آشغال قرار می گیرد. عموم مردم، از جمله مشتریان شما، از این واقعیت آگاه هستند. آنها نمی خواهند با خرید محصولاتی که چنین بسته بندی هایی را ارائه می دهند، کره زمین را آلوده کنند. به همین دلیل ادامه کار با بسته بندی پایدار برای شما ضروری شده است. هیچ گزینه دیگری برای بررسی وجود ندارد و همیشه باید از پایبندی به آن اطمینان حاصل کنید.
اگر از پلاستیک برای بسته بندی خود استفاده می کنید، زمان آن فرا رسیده است که به دنبال گزینه دیگری بگردید. به این دلیل که همه ما می دانیم پلاستیک برای محیط زیست خوب نیست. مردم در دنیای امروز اقدامات مناسبی را انجام داده اند تا از استفاده از محصولاتی که با پلاستیک بسته بندی شده اند خودداری کنند. پلاستیک ماده ای است که از بین نمی رود. در عوض، به راحتی در محل دفن زباله ها خاتمه می یابد. به عبارت دیگر، پلاستیک می تواند منظره ای را که در حال حاضر داریم، پراکنده کند و در نهایت تکه های عظیم زباله را در سراسر جهان ایجاد کند. بنابراین، با استفاده از پلاستیک برای بسته بندی، افزایش حجم فروش خود را نخواهید داشت.
در بین مشاغل سراسر دنیا روندی وجود دارد که تا حد ممکن به بسته بندی های غیر پلاستیکی پایبند بمانند. شما باید کمی تحقیق کنید و درک کنید که چه گزینه های پایداری در نظر گرفته شده است. سپس قادر خواهید بود از آن گزینه های پایدار استفاده کرده و بسته بندی خود را ایجاد کنید.
پلاستیک تنها ماده مقرون به صرفه موجود برای طراحی بسته بندی محصول نیست. اگر بتوانید وقت و تحقیق بیشتری انجام دهید، با مطالب بی شمار و مقرون به صرفه دیگری روبرو خواهید شد. شما فقط باید آن ماده را پیدا کرده و از آن برای طراحی بسته بندی استفاده کنید.
56. الگوهای پررنگ

همچنین می توانیم ببینیم که چگونه برخی از برندها الگوهای پررنگ را در بسته بندی های خود وارد کرده اند. اگر فکر می کنید بیش از حد کافی، مینیمالیسم داشتید، این آزادی را دارید که با این روند پیش بروید.
در واقع، شما می توانید با کمک الگوهای پررنگ، مینیمالیسم را به روش منحصر به فرد خود، اجرا کنید.
حرکت به جلو با الگوهای پررنگ یک روش عالی است که می توانید برای مقابله با محبوبیت قریب به اتفاق مینیمالیسم دنبال کنید. به این دلیل که شما در جهت مخالف پیش می روید. این به شما کمک می کند تا مورد توجه مصرف کنندگان نیز قرار بگیرید.
وقتی با الگوهای پررنگ کار می کنید، باید اطمینان حاصل کنید که همه الگوها در زیبایی شناسی کلی که در بسته بندی شماست، متناسب باشد. به این دلیل است که هنوز باید به فکر تمرکز روی برند تجاری منسجم باشید. از طرف دیگر، باید به تکرار همان طرح پایبند باشید. زیرا داشتن عناصر طراحی بیش از حد، می تواند تأثیر منفی برمخاطب بگذارد. شما همچنین باید با یک طرح رنگی مناسب، بسته بندی را با هم هماهنگ کنید.
57. بسته بندی تعاملی فنی

ما در دنیای پیشرفته فناوری زندگی می کنیم. به همین دلیل، ممکن است به این فکر کنید که مجبور باشید با بسته بندی های تعاملی فناوری نیز پیش بروید. شما می توانید عنوان های رسانه های اجتماعی، کدهای QE و بازی های تعاملی را در اطراف خود ببینید. با در نظر گرفتن این نکته، می توانید به فکر ترکیب این عناصر در بسته بندی خود نیز باشید. سپس می توانید رویکرد منحصر به فرد و متفاوتی را برای تعامل با محصولی که در بازار عرضه می کنید، به مشتریان خود ارائه دهید.
وقتی این روند را دنبال می کنید، باید مطمئن شوید که عناصر وارد شده در بسته با داستان، چشم انداز و هدف برند تجاری ارتباط دارند. زیرا با معرفی برخی از عناصر فناوری تصادفی قطع ارتباط ایجاد می شود و شما هرگز نمی خواهید این اتفاق بیفتد. همچنین باید بسته بندی فناوری شما همیشه در شبکه های اجتماعی مناسب باشد.
این ها برجسته ترین روند بسته بندی است که می توانیم برای سالهای 2021 و 2022 پیدا کنیم. زمان آن فرا رسیده است که به دنبال پیروی از این روندها باشید تا بتوانید با این ایده های بسته بندی، تجارت خود را به سطح بالاتری برسانید.
در انتها به شما پیشنهاد میکنیم این 4 مقاله جذاب را دنبال کنید :
⭐بهترین شرکت چاپ و بسته بندی ایران کجاست ؟
ما قرار است بهترین شرکتهای چاپ و بسته بندی در ایران در سال ۹۸ را به شما معرفی کنیم. این شرکتها اغلب در زمینه تولید بسته بندی غذایی، تولید بستهبندی خشکبار و تولید بسته بندی بهداشتی و محصولات کشاورزی و تولید بسته بندی فست فود و … فعالیت دارند.
⭐۵۰ ایده خلاقانه و جذاب بسته بندی ۲۰۲۰ که باید حتما ببینید!!
بسته بندی وقتی درست و خلاقانه انجام شود، در نهایت همان چیزی است که سبب فروش محصول شما خواهد شد، منظور از بسته بندی فقط این نیست که آرم خود را روی یک بسته قرار دهید، یک بسته بندی خوب توجه را جلب می کند، پیامی می فرستد و باعث می شود مصرف کنندگان، نسبت به محصول و برند شما احساس خاصی داشته باشند.
⭐ ۱۰ جعبه سازی برتر ایران سال ۹۹ کدام است ؟
اگر علاقه خواستی به بسته بندی و چاپ جعبه و جعبه سازی دارید حتما مقاله بهترین جعبه سازی های ایران در سال 99 را مشاهده کنید . بهترین جعبه سازی در ایران، جعبه سازی کارهای لوکس به شمار می آید.
⭐آنچه باید در مورد بسته بندی هوشمند بدانید !!
بسته بندی هوشمند یک از انواع بسته بندی به شمار می رود که وظیفه کنترل مواد غذایی و موادی که احتمال فاسد شدن در آنها زیاد است را برعهده دارد. بسته بندی هوشمند در بسته بدی مواد غذایی نقش بسیار مهمی را بر عهده دارد و بدون شک آینده بسته بندی ها را تحت تاثیر خود قرار می دهند.